
想要一睹Q235B直缝焊管现货销售价格低产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:Q235B直缝焊管现货销售价格低的图文介绍


对压力管道的材料、焊接、安装工艺、无损检测、压力试验等关键环节进行详细的检验,对检验中发现的部分管道存在安装工艺不符合规范要求、施工过程记录与实际情况不一致、射线检测底片缺陷漏评或错评、无损检测示意图。
据“”库存统计数据显示,截至10月8日,全国主要市场的五大钢材品种(螺纹钢、线材、热轧板卷、冷轧板卷和中厚板)社会库存总量为1529.11万吨,较节前增加了62.38万吨,增量中,建筑钢材与板材的增量各占半壁江山。值得说明的是,60多万吨的增量相较于去年近百万吨的增量有明显的下降,且是2009年以来国庆节后的增量。
尽管钢材社会库存的增加较为有限,但据钢铁了解,钢材市场供给压力并不会因此而有所。据钢铁工业数据显示,9月中旬重点企业粗钢日均产量为177.95万吨,旬环比增长0.97%,预估全国的粗钢产量为214.35万吨,旬环比增长0.66%。
此外,重点钢铁企业库存仍处较高水平,中旬旬末,重点钢铁企业库存为1322万吨,较上旬增加62.57万吨,增长4.97%。业内人士指出,一方面由于钢厂粗钢产能释放保持较高水平,导致钢厂库存始终处于一个较高的水平;另一方面,钢厂经营模式的改变,也导致今年以来,终端钢厂库存平均水平普遍高于往年。
据“”库存统计数据显示,截至10月8日,全国主要市场的五大钢材品种(螺纹钢、线材、热轧板卷、冷轧板卷和中厚板)社会库存总量为1529.11万吨,较节前增加了62.38万吨,增量中,建筑钢材与板材的增量各占半壁江山。值得说明的是,60多万吨的增量相较于去年近百万吨的增量有明显的下降,且是2009年以来国庆节后的增量。
尽管钢材社会库存的增加较为有限,但据钢铁了解,钢材市场供给压力并不会因此而有所。据钢铁工业数据显示,9月中旬重点企业粗钢日均产量为177.95万吨,旬环比增长0.97%,预估全国的粗钢产量为214.35万吨,旬环比增长0.66%。
此外,重点钢铁企业库存仍处较高水平,中旬旬末,重点钢铁企业库存为1322万吨,较上旬增加62.57万吨,增长4.97%。业内人士指出,一方面由于钢厂粗钢产能释放保持较高水平,导致钢厂库存始终处于一个较高的水平;另一方面,钢厂经营模式的改变,也导致今年以来,终端钢厂库存平均水平普遍高于往年。



国耀宏业钢铁有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 贵州黔东南方管厂家产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 贵州黔东南方管厂家产品,在 贵州黔东南方管厂家的道路上越走越远!


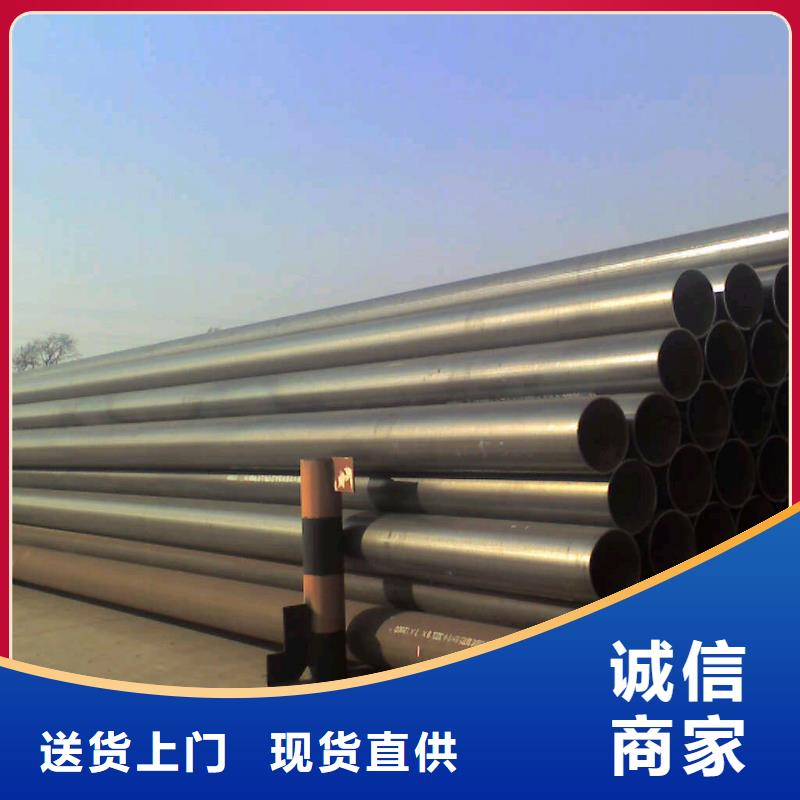
直缝焊管,用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。
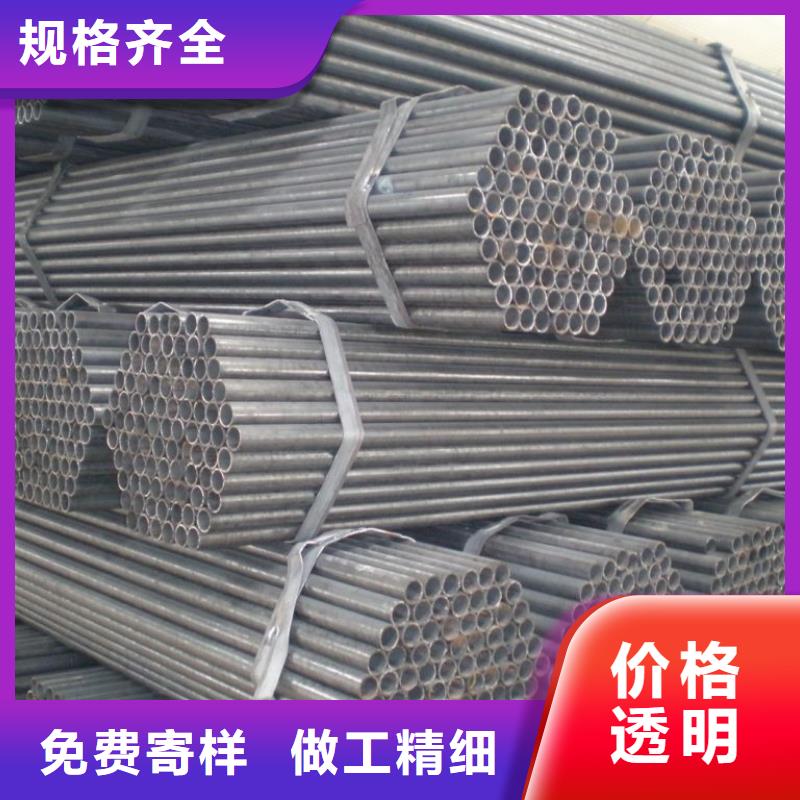
直缝焊管标准 GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在4300每吨,而普通直缝焊管在4200左右。
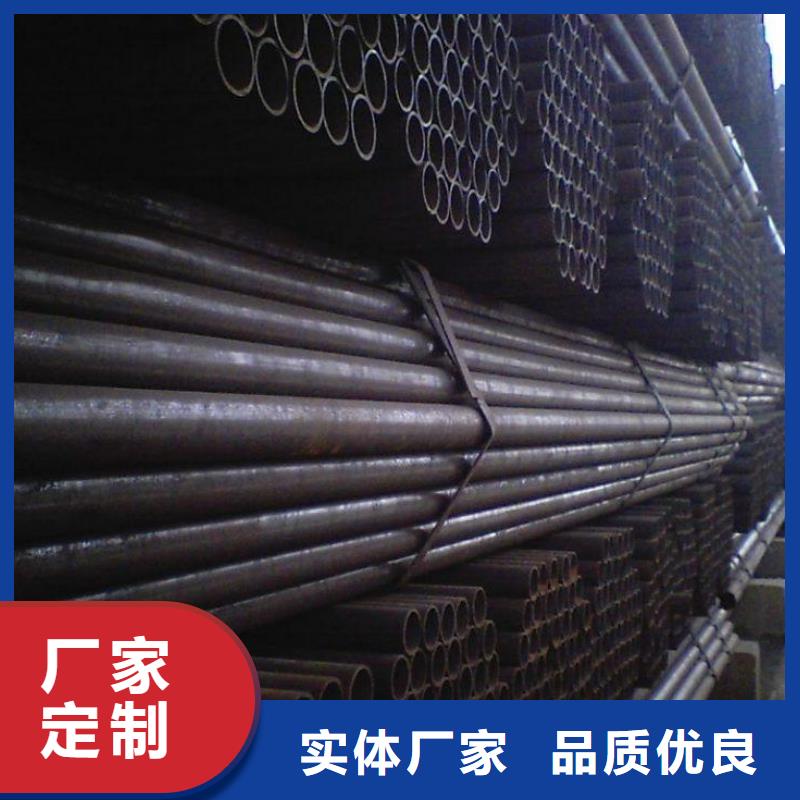
成型工艺编辑大口径直缝焊管主要生产流程说明:1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和。
[1] 检验方法编辑Q235B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q235B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。
当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。磁力检验磁力探伤只能发现磁性Q235B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q235B直缝焊管所产生的漏磁来发现缺陷的。
直缝焊管标准 GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在4300每吨,而普通直缝焊管在4200左右。
成型工艺编辑大口径直缝焊管主要生产流程说明:1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和。
[1] 检验方法编辑Q235B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q235B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。
当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。磁力检验磁力探伤只能发现磁性Q235B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q235B直缝焊管所产生的漏磁来发现缺陷的。



焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷小,螺旋缝介于二者之间。静压 强度经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。
但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。
根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷小,螺旋缝介于二者之间。静压 强度经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。
但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。

