

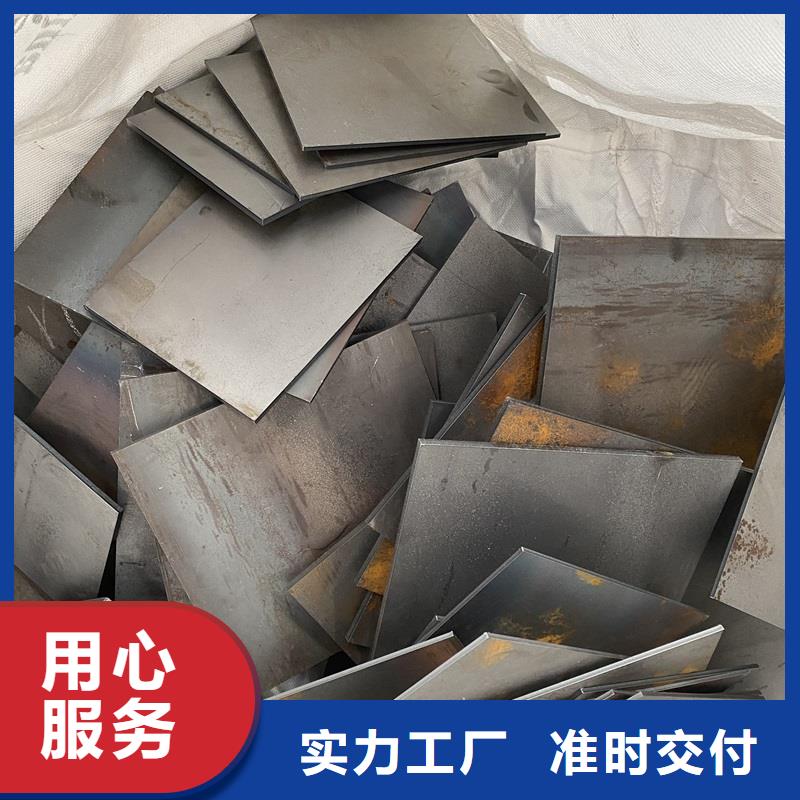


60mm毫米厚耐磨nm500钢板火焰下料产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:60mm毫米厚耐磨nm500钢板火焰下料的图文介绍
楚雄山东中鲁金属制品有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 耐磨钢板产品。


NM400耐磨钢板的热处理工艺有?NM400耐磨板有多种热处理工艺,它们适用于不同的范围。如直接淬火和低温回火不能细化钢的晶粒,工件淬火变形大,堆焊nm400耐磨板渗碳件表面残余奥氏大,表面硬度低。操作简单,成本低。它用于处理变形和冲击载荷很小的零件。适用于气体渗碳和液体渗碳。 NM400耐磨板在800-850的低温下进行预冷和直接淬火回火,可以减少耐磨板的淬火变形,渗层中的残余奥氏体积也可以稍微减小。堆焊nm400耐磨板表面硬度略有提高,但奥氏体晶粒没有变化。它广泛用于制造细晶粒钢的各种工具。 NM400耐磨板的二次淬火、冷处理和低温回火主要用于渗碳后未加工的高合金钢工件。渗碳和高温回火,一次性加热淬火,低温回火,淬火温度840-860,主要用于铬镍合金渗碳工件。 NM400耐磨板二次淬火和低温回火的对策主要是改善渗层组织。当对心部性能要求不高时,可以在材料的AC1和Ac3之间淬火。当对心部性能要求高时,应在AC3以上淬火。主要用于对机械性能要求高的重要渗碳零件,特别是粗晶粒钢。但是渗碳后,工件需要在高温下加热两次,增加了工件的变形和氧化脱碳,热处理工艺复杂。 nm400耐磨板经过一次加热淬火和低温回火,淬火温度为820-850或780-810;对于那些对心部, 820-850淬火强度要求较高,对心部,低碳M和表面硬度要求较高的,在780-810淬火可以细化晶粒。适用于固体渗碳碳钢和低合金堆焊耐磨400耐磨板,气体和液体渗碳粗晶粒钢



nm500耐磨钢板焊接的要求。nm500耐磨板焊接要求: 一、坡口设计 开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。 二、严格耐磨管清理 焊接前应将坡口内外两侧25mm范围内的铁锈、水分、油污等清理干净,打磨出金属光泽,并将nm500耐磨板管端10mm范围内的螺旋焊缝或直缝余高打磨平滑,以保证焊缝的圆滑过渡。每一层焊接完成后应立即进行清理,确定无杂质、无缺陷后方可进行下一层焊道的焊接。 三、采用对口器 选用内对口器对nm500耐磨板管口进行组对,采用厚度为2.0-3.5mm的铁片对对口间隙进行控制,相邻管段的管螺旋焊缝在对口处错开的距离要不小于100mm;组对完成后,焊前将坡口两侧50mm内按要求预热100~200°后方可进行下一步的焊接操作。为防止焊接过程中出现裂纹,对口器要在根道完全焊接完毕后才能撤除。 四、严格控制温度 焊接过程中必须严格控制预热温度和层间温度。为了防止热影响区产生淬硬组织导致冷裂纹,层与层之间的焊接不应相隔太久,在距管口25mm处的圆周上均匀测温。当环境温度低于5°时,焊接作业须在防风棚内进行,并采用保温措施。在焊接过程中,如果焊口温度冷却至焊接工艺要求的 焊接温度以下时,应对焊口重新加热。



耐磨钢板焊接加工。焊接加工 耐磨钢板通常采用药皮保护电弧焊,二氧化碳气体保护焊进行焊接,即可得到满意的焊接接头。手工电弧焊应选用低残留潮气的碱性焊条,必要时焊条应按厂家要求进行干燥处理。对实施高硬度钢板焊接时,建议对钢板进行预热,预热温度可考虑一下建议值或参见焊接规范。注意:焊缝填充料应在构件承受载荷和焊缝承受磨损的许可范围内,应尽可能的选择软的焊材(建议用ER50-6或者70KG高强焊丝),同时注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。推荐焊接工艺如下: 1、建议采用实心焊丝进行 MAG 焊接,焊接保护气体为(15-25%) CO2 的富 Ar 气体,气体流量为 18-25l/min; 2、优先选用低氢焊接材料。手工焊条焊接时,优先选用碱性焊条; 3、尽可能减少焊缝数量;尽可能采用纵缝,尽可能不采用横缝。焊接时尽量不摆动,采用多层多道焊接,焊接热输入建议不超过 10KJ/cm。推荐 热输入量 Q= 板厚a/10; 4、坡口形状优先选用 U 形,可减少母材融入焊缝金属中的比例,降低焊缝中的含碳量,防止裂纹产生; 5、预热有利于防止产生冷裂纹。整体预热有困难时,可采用局部预热;当室温低于 0℃时建议预热; 6、可选用常规焊材或高强焊材: 常规焊材:可用 50kg 级焊丝(如:有梁设计矿用车、焊缝不承载不耐磨) 高强焊材:推荐用 70-80kg 级焊丝,焊丝级别的提高可大幅提高焊缝的疲劳强度(如:无梁矿车、焊缝承载、焊缝磨损) 碳素钢、低合金钢与不锈钢焊材可以用于耐磨钢的焊接,通常建议使用屈服强度不高于500MPa的碳素钢和低合金“软”焊材;如对焊缝强度、硬度等有较高要求也可使用强度较高的“硬”焊材。耐磨钢板NM400-NM450-NM500-MN13,



nm500耐磨钢板的挤压生产工艺;nm500耐磨板挤压工艺的控制要点: (1)加热。由于两层金属的高温塑性变形不一样,加热温度的设定原则是避易就难,比如10/GH600舞钢nm500耐磨板的加热温度只考虑GH600的 高温塑性区; (2)润滑。玻璃粉的选择既要考虑内外层的温度,又要考虑不同的材料特性; (3)挤压速度。由于两层金属的高温流动特性不一样,挤压速度将折中选择,使两种材料的金属流动速度接近,减少两层金属的拉应力,避免造成拉裂。 nm500耐磨板由于具有独特的功能性、经济性,应用将越来越广泛。从2004年开始,新兴铸管采用“离心浇铸+挤压”工艺生产nm500耐磨板经过数百支坯料及管材的试制,攻克了坯料浇铸及挤压技术上的各种难题,成功开发了30多种不同规格、不同钢种组合的具有冶金结合的nm500耐磨板并已应用到各种行业。应用结果证明:离心铸造管坯挤压复合管具有超强的内外层金属结合力,便于制作各种管件,可以实现内外层金属强韧性互补,可以避免应力集中,提高管线的安全性能。nm500耐磨板可以应用于锅炉、石油、耐磨输送环境、海洋液体输送等领域。
