

为了让您更全面地了解我们的不锈钢桥梁防撞护栏厂家,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:不锈钢桥梁防撞护栏厂家的图文介绍

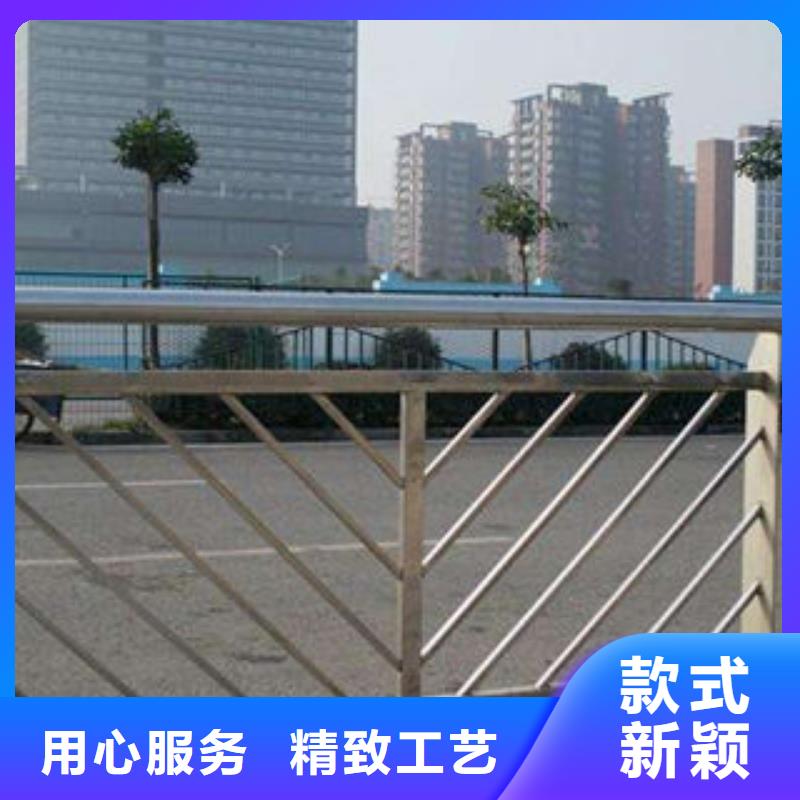
不锈钢桥梁护栏是安装在桥梁两旁防止车辆失控时冲出桥梁发生意外的设备,它在平常也是一道亮丽的风景线,所以我们要好好保护它,接下来说一下桥梁护栏的保养方面。
1、小心不要划伤表面。不要用粗糙锋利的材料对不锈钢表面特别是镜面进行擦洗,要用柔软、不易脱落的布对表面进行擦洗,用砂钢和拉丝的表面,沿着线条进行擦洗,否则容易使表面生辉。
2、避免使用含有漂白成分和磨料的洗涤剂、钢球和磨具。为避免残留洗涤剂和腐蚀不锈钢表面,应在清洗结束时用清水清洗表面。
3、如果不锈钢护栏表面有灰尘,且污垢容易清除,可用肥皂和弱洗清洗,粘合剂成分可用酒精或有机溶剂擦洗。
4、不锈钢护桩表面的油污、油污、润滑油应先用软布清洗,再用中性洗涤剂或氨水或专用洗涤剂清洗。
5、
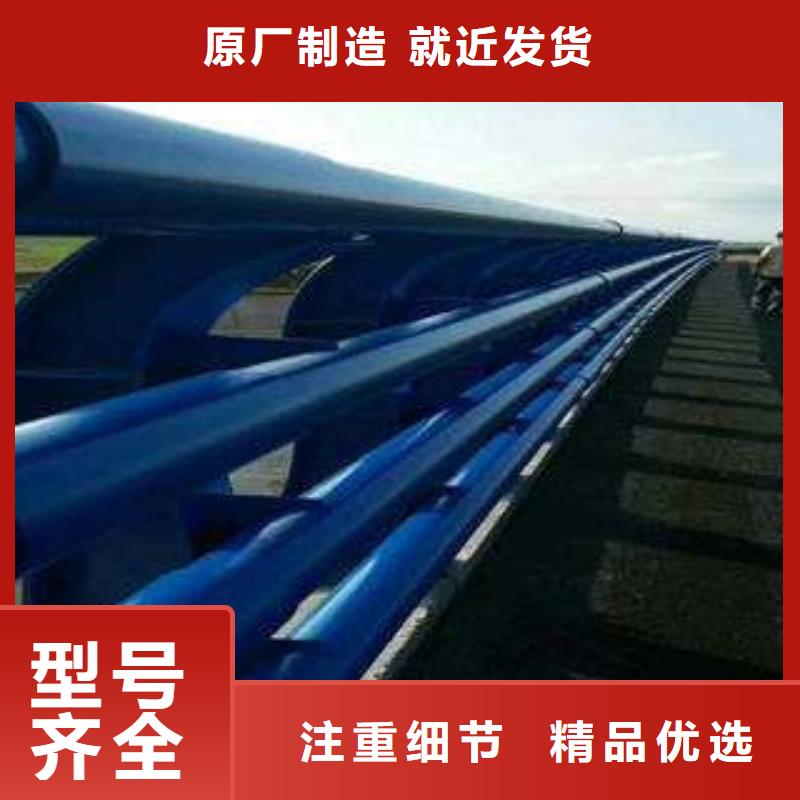
聚合物复合材料的重量不同于10-27公斤(根据客户要求定制),可承受60吨以上的压力。因为不锈钢护栏底座是环保产品,它还将PVC护栏和钢护栏的外观结合在一起,使外观更加美观。
由于不锈钢桥梁护栏采用高分子复合材料,且支架表面覆盖一层热工塑料养护层,具有很强的附着力,桥梁铸铁护栏站完全阻隔了空气、水,耐酸碱物质抗老化、耐磨、抗紫外线辐射,延长护栏使用寿命。不锈钢桥梁护栏因其自身的优点而得到广泛应用,在当今社会发挥着不可忽视的作用。
1、小心不要划伤表面。不要用粗糙锋利的材料对不锈钢表面特别是镜面进行擦洗,要用柔软、不易脱落的布对表面进行擦洗,用砂钢和拉丝的表面,沿着线条进行擦洗,否则容易使表面生辉。
2、避免使用含有漂白成分和磨料的洗涤剂、钢球和磨具。为避免残留洗涤剂和腐蚀不锈钢表面,应在清洗结束时用清水清洗表面。
3、如果不锈钢护栏表面有灰尘,且污垢容易清除,可用肥皂和弱洗清洗,粘合剂成分可用酒精或有机溶剂擦洗。
4、不锈钢护桩表面的油污、油污、润滑油应先用软布清洗,再用中性洗涤剂或氨水或专用洗涤剂清洗。
5、
聚合物复合材料的重量不同于10-27公斤(根据客户要求定制),可承受60吨以上的压力。因为不锈钢护栏底座是环保产品,它还将PVC护栏和钢护栏的外观结合在一起,使外观更加美观。
由于不锈钢桥梁护栏采用高分子复合材料,且支架表面覆盖一层热工塑料养护层,具有很强的附着力,桥梁铸铁护栏站完全阻隔了空气、水,耐酸碱物质抗老化、耐磨、抗紫外线辐射,延长护栏使用寿命。不锈钢桥梁护栏因其自身的优点而得到广泛应用,在当今社会发挥着不可忽视的作用。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



扬州俊邦金属材料有限公司位于开发区辽河路东首;公司专门从事 304不锈钢复合管 的研制与生产;扬州俊邦金属材料有限公司以“科学的理念、创新的思维、优质的产品、诚信的服务”为企业宗旨;遵循“自然、科学、安全”的研发理念,为客户提供高效的产品;扬州俊邦金属材料有限公司在重视产品质量的同时,也建立了一套集技术支持、全方位的销售服务体系;努力把我们方便、快捷、周到的服务提供给每一个客户。1776816550617768165506

