



想要更直观地了解直缝厚壁焊管现货充足产品吗??产品视频,带你走进产品世界
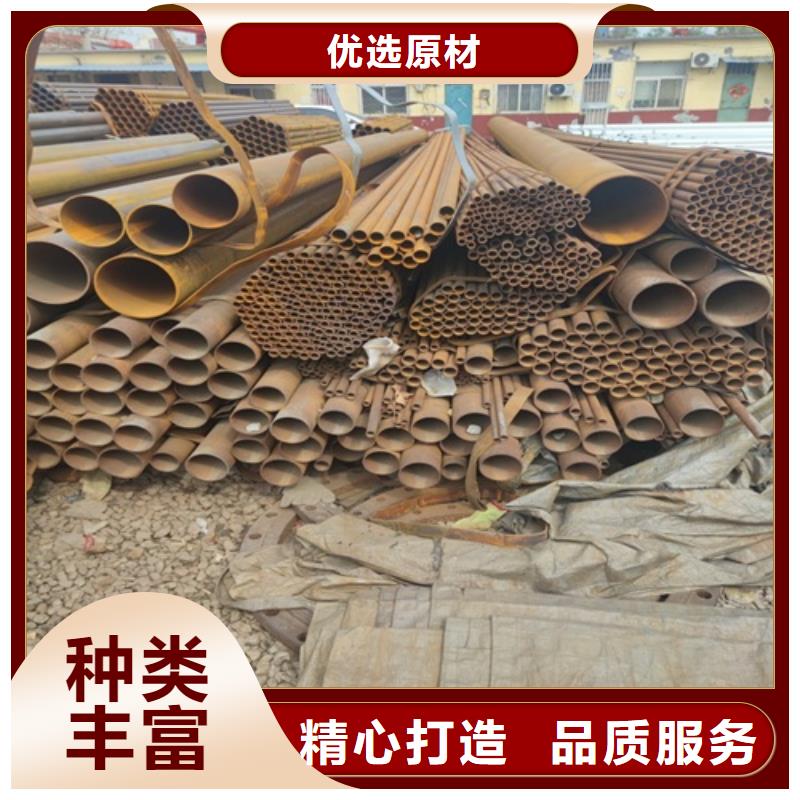
以下是:直缝厚壁焊管现货充足的图文介绍

华尔网焊管生产加工分冷拉和热扎,原材料分为一般管,合金管。按照适用范围分为结构用无缝钢管;运送用无缝钢管;热处理炉用无缝钢管;热处理炉用髙压无缝钢管;有机肥料设备用髙压无缝钢管;地质环境砖探用无缝管;石油砖探用无缝钢管;石油裂化用无缝管;船舶用无缝钢管;冷拔热扎细致无缝钢管;各式各样合金管。 华尔网焊管分类--热扎焊管,热扎焊管,冷拔焊管,挤压焊管,顶管工程。 华尔网焊管的退火工艺:把成都市焊管热处理到金相组织,升温溫度为840℃,保温隔热時间为2-3小时,再随炉冷到500℃,再发布空冷。热处理的时间段都必须保温隔热2到2.5小时,提议是能冷到450度左右。


Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。



华尔网直缝焊管清洗方法 华尔网直缝焊管如果生锈会影响其正常使用,发现直缝焊管如有锈蚀,需及时清理。下面是一些清理直缝焊管的方法: 一:首先我们能够运用溶剂或者是乳剂来清洗直缝焊管的外表,这种方法关于直缝焊管外表所存在的油和油脂或者是尘土、等有机物是十分有效的。 二:其次关于直缝焊管外表生锈的状况我们能够用钢丝刷等东西对直缝焊管的外表进行打磨,从而达到除锈的目的。 三:还能够选用喷射的方法,运用这种方法不光能够彻底的铁锈、氧化物以及污物,而且直缝焊管在磨料凶狠的冲击下和磨擦力的作用之下,还能够到达所需求的平均粗拙度。



工厂直销,价格可议。多年 山东菏泽镀锌钢管厂行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 山东菏泽镀锌钢管厂产品质量稳定。


华尔网焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 华尔网焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!


