




别再错过任何细节!花费一分钟观看小口径珩磨管产品视频,让您的购买决策更加明智。
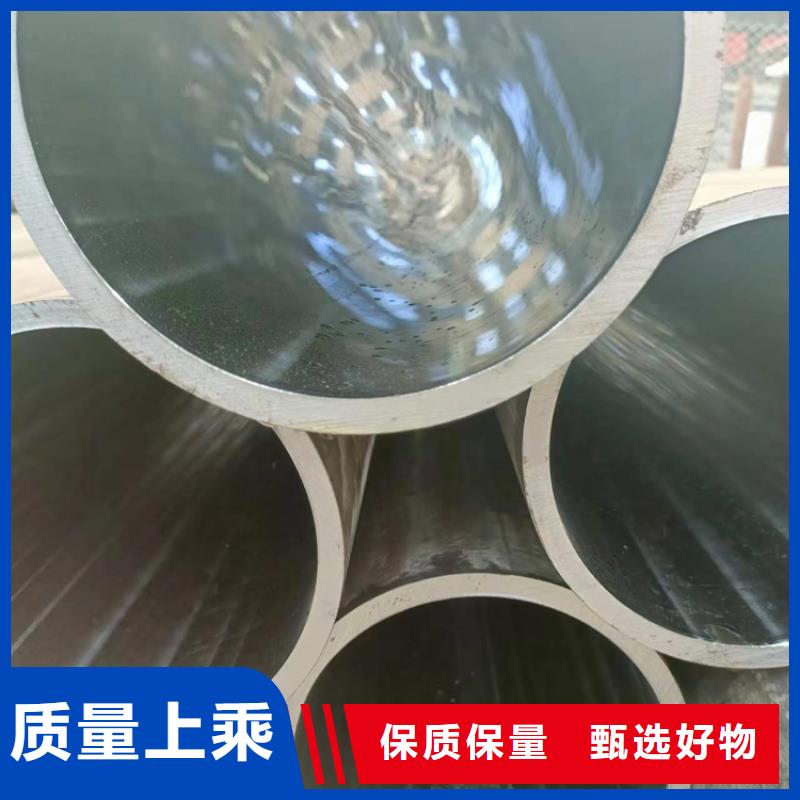
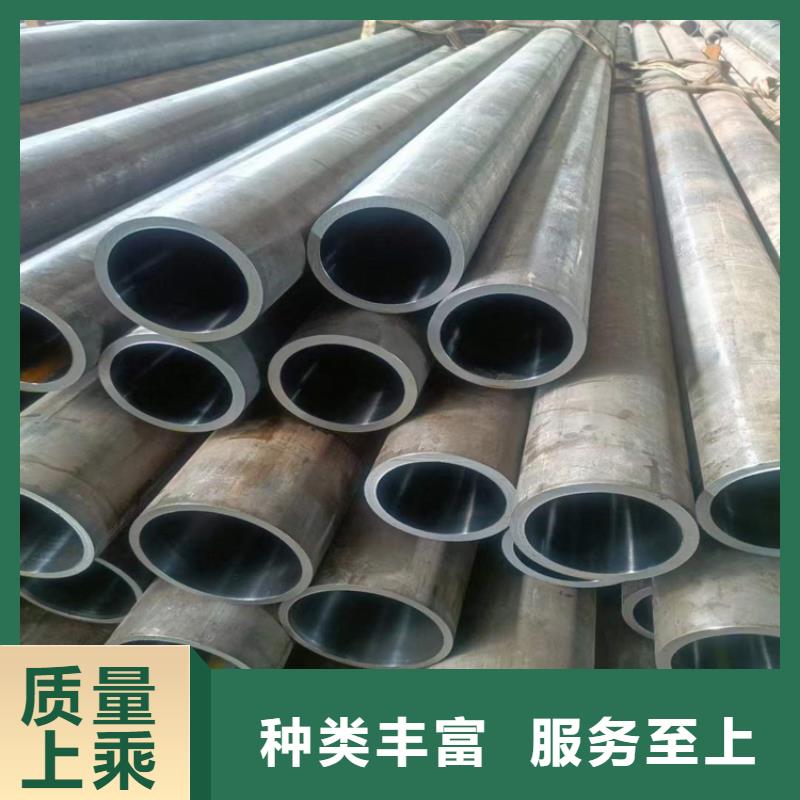
以下是:小口径珩磨管的图文介绍


华尔网珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管



安达液压机械有限公司一直以来奉行“ 辽宁沈阳珩磨管加工厂货真价实,价格低廉,”杜绝销售假冒伪劣 辽宁沈阳珩磨管加工厂产品,不欺瞒客户,诚信对待客户,真正做到为客户考虑,出谋划策.提供参考意见,并以诚信待客,多年来在辽宁沈阳周边地区赢得众多客户。


华尔网珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



华尔网珩磨管油缸管绗磨管钢材不同,珩磨管淬火裂纹发生的几率也不同。一般说,钢材含碳量越高或Cr、Mo含量越高,越容易发生淬裂。下图表示水淬时淬裂倾向与钢的化学成分的关系。图中所示指数的负值越高,即为淬裂倾向越大。由于各种钢材的淬裂倾向不同,在设计零件时应根据性能要求,根据淬透性和脆硬性,从工艺和经济等角度综合分析和选择钢材。化学成分与淬裂的关系(水淬)3.2 珩磨管淬火零部件 机械零件的设计往往主要考虑材料的力学性能而忽略热处理工艺性能。有些零件从材料强度上看可能很合理,但从热处理工艺角度分析,其形状尺寸可能是不适当的。为了防止零件在珩磨管淬火急冷中开裂,应设法使其均热均冷,均缩均胀。为此,在零件设计中要注意两点:(1)断面要均匀;(2)没有缺口效应。良好的设计要求截面厚度均匀、形状对称、平滑过渡和加开工艺孔。对于形状复杂、尺寸较大(大于400mm)的大型凹模及薄而长的凸模,应采用分离镶拼结构,变繁为简,化大为小,变模具内表面为外表面,既便于冷热加工,又可以有效降低淬裂倾向,提高产品合格率。滚压管

