



精心打磨的产品视频已准备就绪,它将带您深入铝合金灯光栏杆来图加工的魅力世界,让您重新发现产品的无限可能。
以下是:铝合金灯光栏杆来图加工的图文介绍


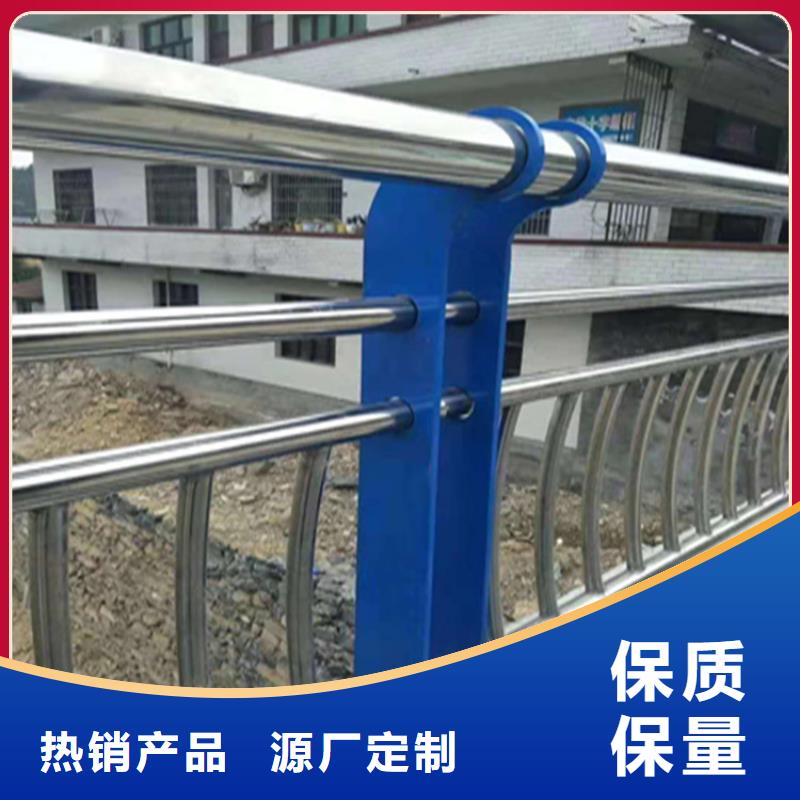
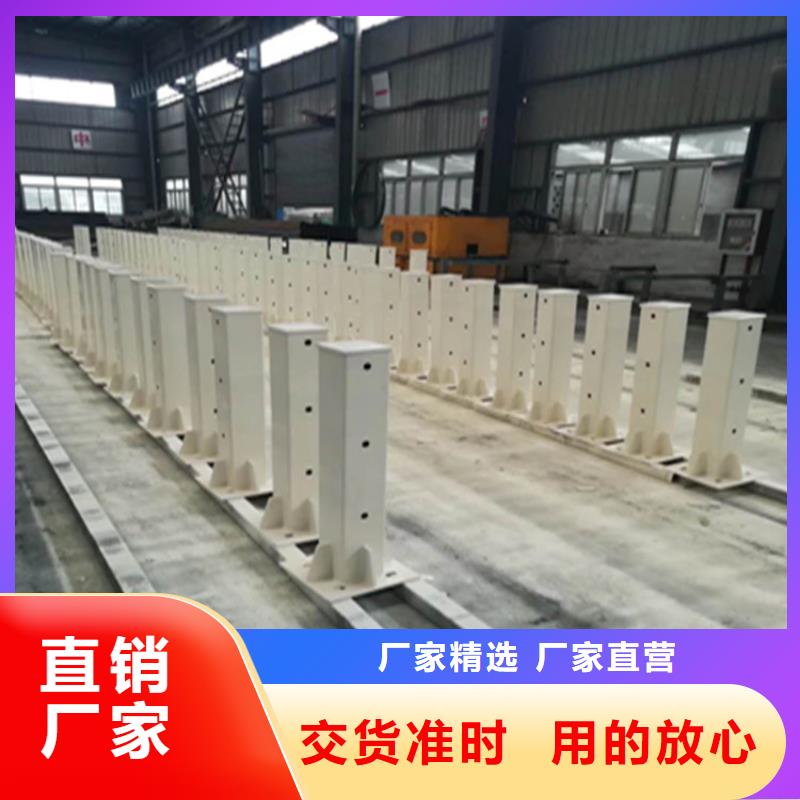
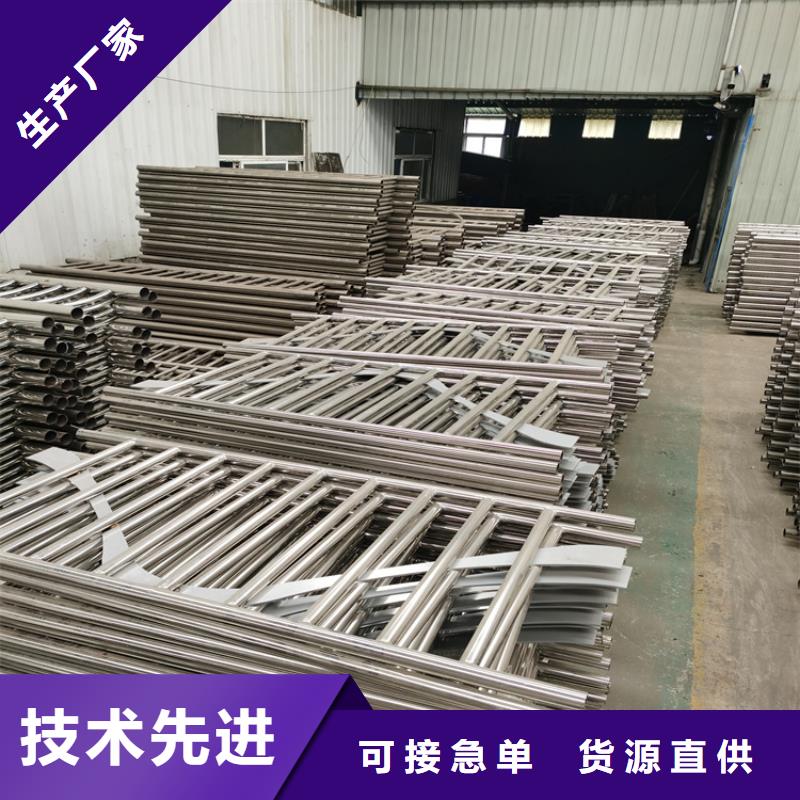
华尔网热镀锌桥梁护栏
三、质量标准
1、所有构件下料应保证准确,构件长度允许偏差为1mm.
2、构件下料前必须检查是否平直,否则必须矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件必须放置的位置准确.
5、焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6、焊接完成后,应将焊渣敲净。
7、构件焊接组装完成后,应适当用手持机具磨平和抛光,使外观平顺光洁。华尔网
四、应注意的质量问题:
1、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3、表面气孔:焊接部位必须刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。



聚宜兴金属制品有限公司有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 黑龙江河道防撞护栏、不锈钢木纹转印栏杆厂家、不锈钢复合管栏杆厂家、防撞护栏立柱厂家产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 黑龙江河道防撞护栏、不锈钢木纹转印栏杆厂家、不锈钢复合管栏杆厂家、防撞护栏立柱厂家关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。


华尔网热镀锌桥梁护栏待钢筋绑扎、焊接完毕验收合格后,再进行模板支设。模板采用定型钢模,由于所处标段平曲线缓和,每块长度2.5m。采用定型悬杆进行模板支撑加固。定型悬杆由丝杆固定于箱梁翼缘板上。内侧模板由花篮螺栓进行加固。模板上口由丝杆对拉加固。模板支设完毕后,在悬杆上搭设1.1米防护栏杆,下面满铺脚手板,外侧密封网。华尔网每跨波形护栏的地袱,在墩位处及搭板与桥台背墙间设置1cm的真缝,防撞护栏除在墩位处,每间隔5m设置1cm真缝。缝内嵌木板,外围涂彩色高弹水泥与混凝土颜色一致。真缝两边采用焊接钢筋头进行加固。模板支设加固完毕后,在模板上口通拉麻线,检测模板的顺直度;测量工程师复测模板标高;待检测无误后,申请监理工程师验收,验收合格后方可进行下道工序施工。5、混凝土浇筑:在钢筋、模板、预埋件施工完毕,检查验收合格后,即可进行防撞护栏混凝土浇筑。混凝土采用分层浇筑法,每层浇筑厚度为35cm左右。华尔网为保证混凝土外观质量,混凝土坍落度宜采用80~100mm。混凝土振捣时严禁碰撞预埋件。振捣棒插点要均匀,移动间距不应超过其作用半径的1.5倍;振捣采用Φ50振捣棒,钢筋间距较密及预埋件、预埋管处,宜采用Φ30振捣棒;每一次振捣完毕后应徐徐提出振捣棒。两层振捣时应将振捣棒插入下层混凝土5~10cm,使两层混凝土结合成一整体。混凝土振捣时间控制在30~40s,一般以混凝土不再下沉,表面开始泛浆,不出现气泡为度。面层混凝土先用木抹初步找平,待初凝后再用铁抹子压光。


华尔网热镀锌桥梁护栏要点四:细节很重要选择不锈钢复合管,一些细节的败笔,能毁掉一套不锈钢复合管护栏。比如明明是一款耐腐蚀性能高的不锈钢复合管,护栏设计精良,但焊接部分不牢固或者没有满焊,当下雨之后,雨水会顺着焊缝的地方逐渐渗透到护栏里面,这直接导致护栏的耐腐蚀性能下降。安合盛不锈钢复合管护栏在这些细节上就十分到位,它的所有焊接部分全部采用满焊焊接,并逐一打磨,确保了护栏持久耐腐蚀的性能。 华尔网不锈钢复合管规格知识不锈钢复合管护栏的硬度是比较大的,而且对于它的基本的组成部分是比较复杂的,对于不锈钢复合管护栏是比较多的,而且成分是比较复杂的,对于多种多样的产品,如何去区分真的还是假的呢?一般而言我们通过简单的试验就可以的出来结论,这是从不锈钢复合管护栏本身的结构和性能来进行区分出来的,这个试验是比较好做的,它是怎么做的呢?华尔网一般的话分为两步:不锈钢复合管护栏首先,如果想要水体进行正常的流动,那么我们就一定要对不锈钢复合管护栏厂家内部的水压进行检验。一般来说试验测出的结果应该为正常工作压力的一点五倍左右,并且整个压强值不能够小于零点六帕。另外,这类管道与其他普通管道在测试方面并不存在一定的差异。在一般的情况下,两者的试压步骤是一致的。如果我们需要同时对这两种水管进行测试,我们应该按照普通水管的相关标准来进行整个检验。



