



不要满足于简单的文字描述,点击我们的直缝焊管和螺旋管有什么区别钢管桩施工图片质量可靠产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:直缝焊管和螺旋管有什么区别钢管桩施工图片质量可靠的图文介绍

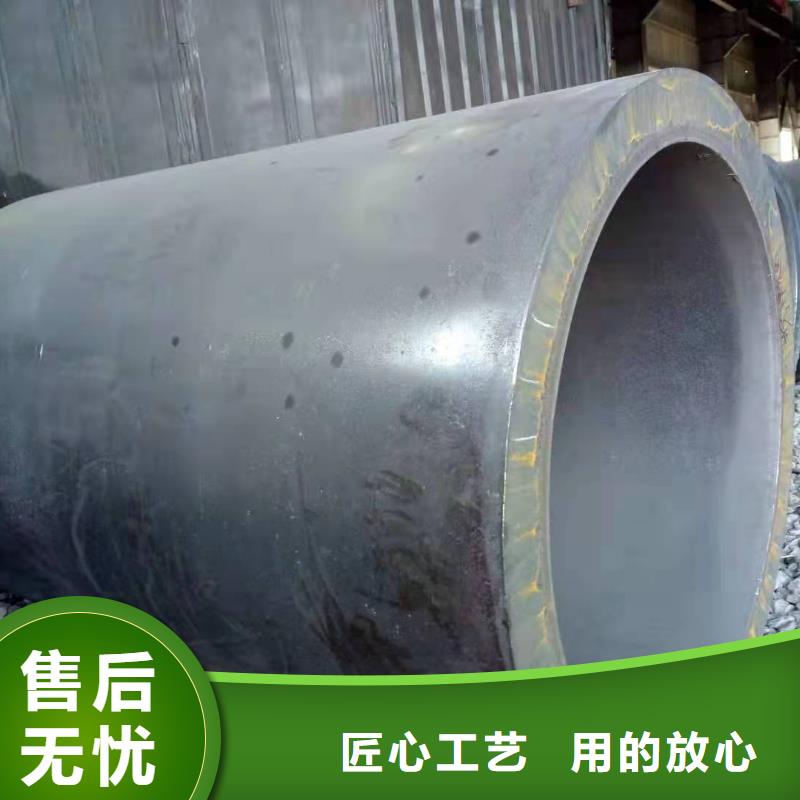
钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。


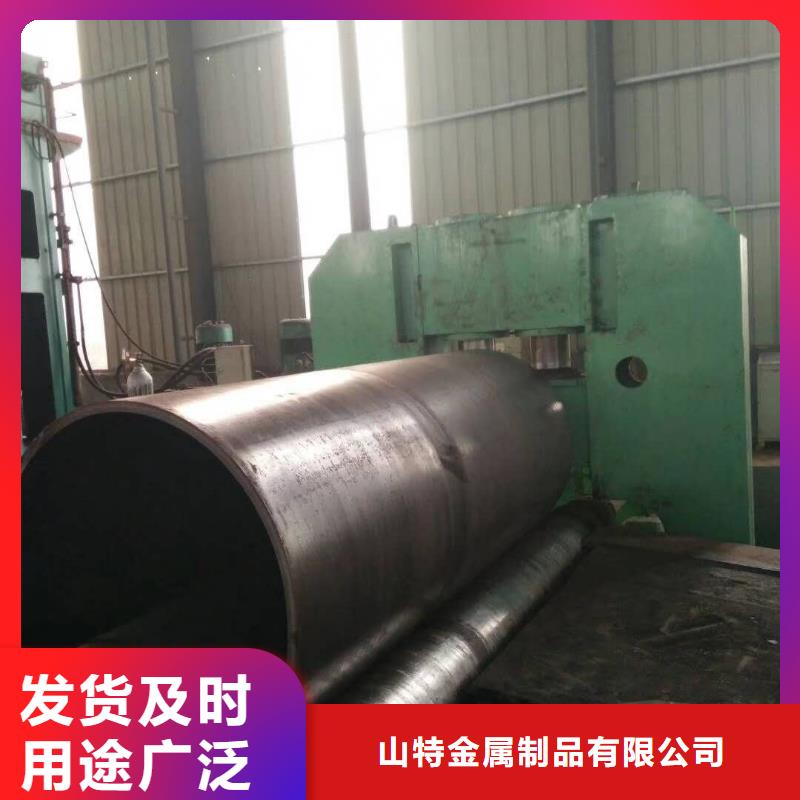
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



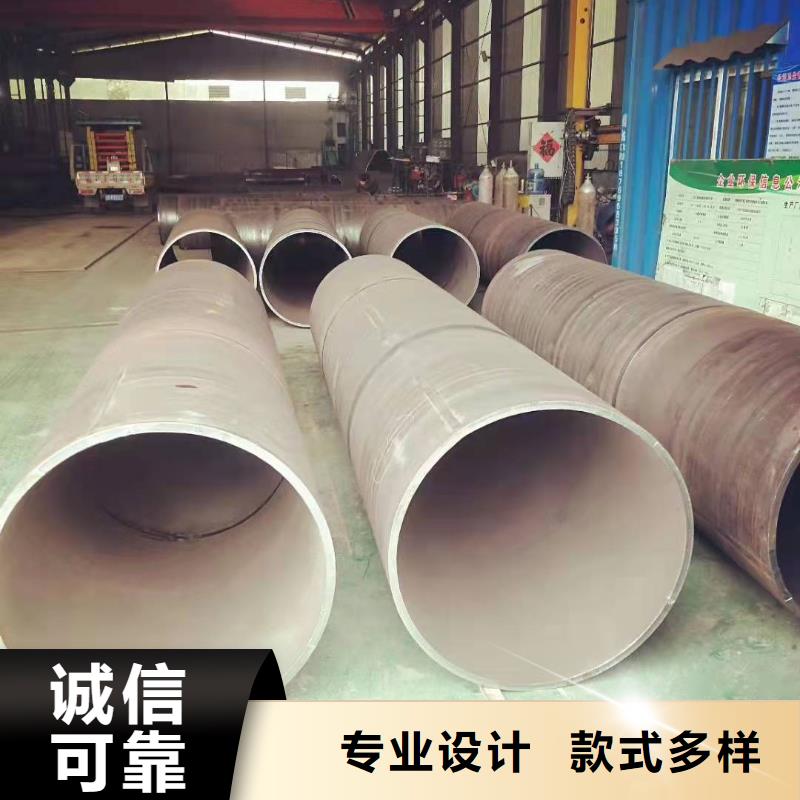
厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

山特金属制品有限公司遵循诚信经营, 广西来宾滤水管货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 广西来宾滤水管产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。 公司经营以诚信为原则,管理上坚持以人为本,服务上以客为尊、规范经营。公司全体人员勇于开拓、团结奋进、继往开来、孜孜拼搏 ,抓住社会经济展的大好形势,积主动与同行加强交流,广交社会各界朋友 ,与时俱进,迈向新的历程!


