


观看我们的产品视频,就像打开了一扇通往钢套钢保温钢管现货供应产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:钢套钢保温钢管现货供应的图文介绍

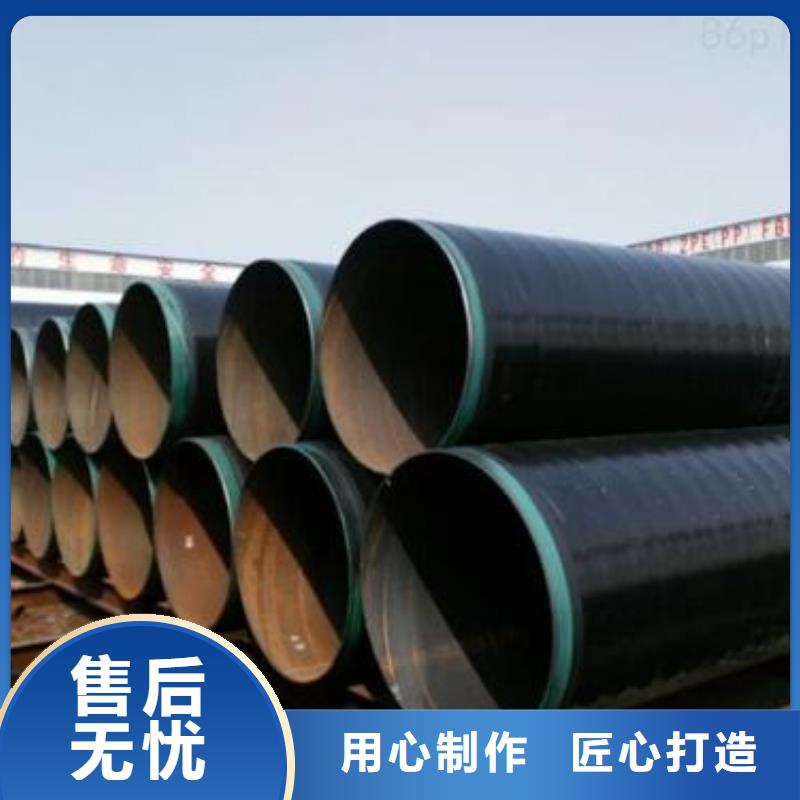
3pe防腐钢管剥离3PE防腐涂层的剥离方法是在对3PE防腐涂层结构和涂敷工艺整理分析的基础上提出来的。对了3PE防腐涂层的剥离主要有两种情况,可以在常温(20℃±5℃)和50℃±5℃度温度进行剥离。
、常温剥离跟高温剥离。常温剥离通常情况下会在室温下进行,要求100N/cm,成型管出水后冷却到室温,刚出水的管子拿来测对胶层的要求很高,现在国内知名的厂家都可以满足。
2、需要把钢管加热到50℃±5℃以上,要求70N/cm。上面的要求来自GB23257-2009,具体实验要看甲方标准。但如果温度过高,会出现下述问题:环氧粉末固化反应太快,粉末熔化不充分,成膜不良,会降低与钢管表面的结合能力;在胶粘剂包覆前,环氧树脂官能团过度消耗,部分甚至完全失去和胶粘剂的化学键结合能力;熔结环氧粉末层可能发生轻度焦化,表现为颜色变深、发黄,导致涂层剥离检验不合格。
、常温剥离跟高温剥离。常温剥离通常情况下会在室温下进行,要求100N/cm,成型管出水后冷却到室温,刚出水的管子拿来测对胶层的要求很高,现在国内知名的厂家都可以满足。
2、需要把钢管加热到50℃±5℃以上,要求70N/cm。上面的要求来自GB23257-2009,具体实验要看甲方标准。但如果温度过高,会出现下述问题:环氧粉末固化反应太快,粉末熔化不充分,成膜不良,会降低与钢管表面的结合能力;在胶粘剂包覆前,环氧树脂官能团过度消耗,部分甚至完全失去和胶粘剂的化学键结合能力;熔结环氧粉末层可能发生轻度焦化,表现为颜色变深、发黄,导致涂层剥离检验不合格。


防腐螺旋钢管的静电喷涂工艺介绍
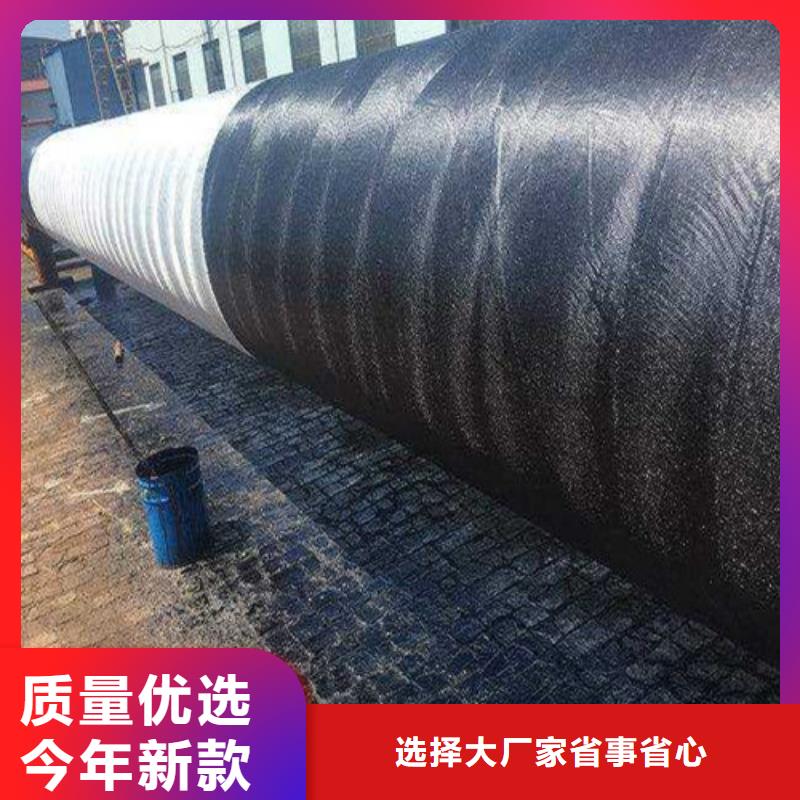
防腐钢管在涂层表干前应尽量采用合理的机械运输形式,减少涂层的损伤。喷涂室前,钢管从料架上翻下,经辊道输送至通过式喷涂室,防腐钢管在进入喷涂室之前进行感应加热,使钢管外表面温度达到65℃左右,这样有利于涂层的快速表干。喷涂过程在尼龙箱中进行,对地绝缘以减少漆粒附着。尼龙箱内两支固定喷枪(位置可调)间隔1.5m对喷。由于喷流的包裹作用,两只喷枪的喷流即可覆盖钢管外表面,故钢管前进时不需要旋转。调节输送辊道的速度,使钢管的工进速度与喷涂装置调定的出漆量相配合,可以达到 的涂层效果和经济实效。
防腐钢管在涂层表干前应尽量采用合理的机械运输形式,减少涂层的损伤。喷涂室前,钢管从料架上翻下,经辊道输送至通过式喷涂室,防腐钢管在进入喷涂室之前进行感应加热,使钢管外表面温度达到65℃左右,这样有利于涂层的快速表干。喷涂过程在尼龙箱中进行,对地绝缘以减少漆粒附着。尼龙箱内两支固定喷枪(位置可调)间隔1.5m对喷。由于喷流的包裹作用,两只喷枪的喷流即可覆盖钢管外表面,故钢管前进时不需要旋转。调节输送辊道的速度,使钢管的工进速度与喷涂装置调定的出漆量相配合,可以达到 的涂层效果和经济实效。



基于在 河南周口合金钢管市场上的优异表现,鑫邦源特钢有限公司得到了越来越多新老客户的大力支持,公司将更加积j i主动的面向国内外新老客户,通过技术创新不断开发新的技术和 河南周口合金钢管产品,以高品质的产品和高素质的服务来确立我们的企业文化。

防腐螺旋钢管
螺旋式钢板卷管焊接经电焊焊接和挤压成型后会造成焊渣,要求肃清流毒。
肃清流毒方法是在声卡机架上固定不动数控刀片,靠焊接钢管的迅速健身运动,将焊疤刮平。焊接钢管內部的毛边一般不肃清流毒。
总而言之,直缝焊接管是历经高频焊接机组将一定的规格型号的长条状钢链叠成圆管形并将直缝电焊焊接而成无缝钢管。高频率电磁感应线圈部位的管控高频率电磁感应线圈应尽可能贴近挤压成型辊部位。若电磁感应线圈距挤压成型辊较远时,合理加温時间较长,热危害区较宽,焊接抗压强度着陆;相反,焊接边沿加温欠缺,挤压成型后成形欠佳。
挤工作压力的操纵精轧管的2个边沿加温到电焊焊接溫度后,在挤压成型辊的挤压成型下,组成相互的金属材料晶体互相浸湿、结晶体,特性阻抗器是一个或一组焊接钢管专用型磁棒,防腐螺旋钢管特性阻抗器的截面一般 应不小于无缝钢管內径截面的70%,其功效是使电磁感应线圈、精轧管焊接边沿与磁棒组成一个电流的磁效应控制回路,造成邻近效用,涡旋发热量集中化在精轧管焊接边沿左近,使精轧管边沿加温到电焊焊接溫度。特性阻抗器用一根不锈钢丝拖拽在精轧管内,要求常常更换。

