




不要满足于简单的文字描述,点击我们的MN500耐磨板怎么卖产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:MN500耐磨板怎么卖的图文介绍

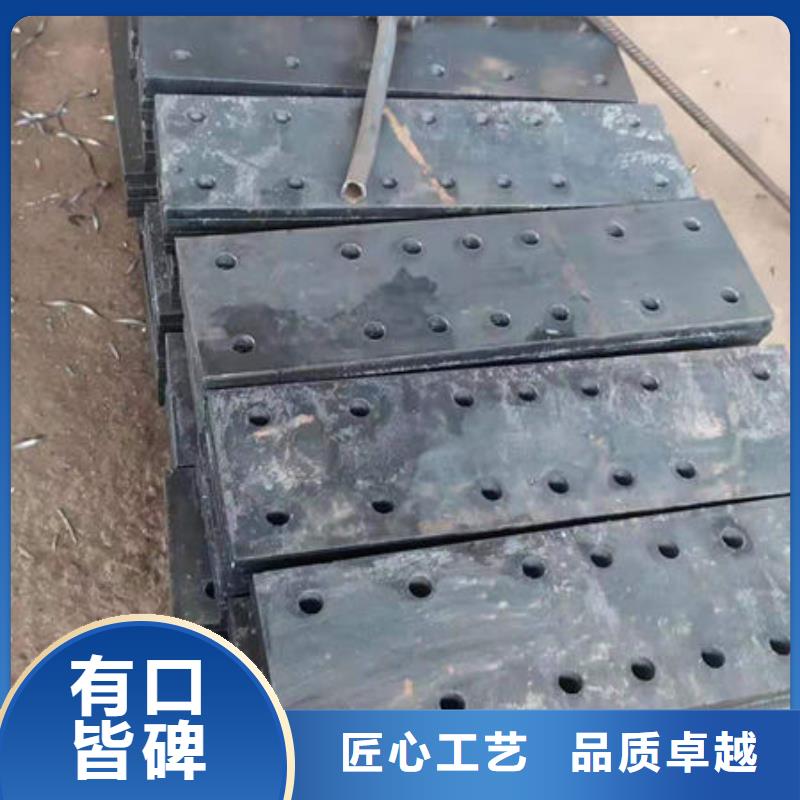
化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。


二是轧制生产工序不恰当,如板坯跑偏造成局部区域边部折叠,或板形不良等原因造成粘辊和变形不均匀,导致孔洞的产生;(4)表面锈斑缺陷,该类缺陷主要是受外界环境的影响,表面发生化学反应造成的腐蚀缺陷,一般为黄褐色的斑痕,可能分布在表面的任意部位,主要分为块状点锈、密集点锈、零星点锈。 孔洞产生的原因可以归纳为以下两种:一是连铸生产工序不合理,导致铸坯出现皮下卷渣、夹渣、气泡、针状气孔等夹杂缺陷,使耐磨衬板局部区域强度弱化,在轧制过程中形成孔洞。酸洗后板面有残酸,环境温度较低,压缩空气供给量不足,平整液水分残留以及防锈剂效果欠佳等原因都可能导致耐磨衬板表面出现锈斑缺陷。 复合耐磨板干硬切削加工已成为当代制造的重要组成部分。作为21世纪具发展前景的清洁化切削加工工艺之一,干硬切削正向着高速、实用化的方向发展,已经在制造业了广泛的重视和应用。度与切削力作为干硬切削研究的重要内容,具有重要的理论意义和应用价值.复合耐磨板的切削是一个非线性的热力耦合过程。 在复合耐磨板切削过程中,切削热主区的弹塑性变形、与切屑和工件间的摩擦.大量切削热引起切削温度的升高,必然导致的磨损.切削力是表征切削过程重要特征的物理量,其变加工过程中加工精度、磨损和表面加工质量等,因而对切削温度和切削力的研究具有十分重要意义。



埋弧焊的工作原理:埋弧焊的电弧是掩埋在颗粒状焊剂下面的。当焊丝和耐磨衬板之间引燃电弧,电弧热使衬板、焊丝和焊剂融化以致部分蒸发,金属和焊剂的蒸发气体形成了一个气泡;电弧就在这个气泡内燃烧。气泡的上部被一层烧化了的焊剂一熔渣所构成的外膜所包围,这层外膜不仅很好地隔了空气与电弧和溶池的,而且使有碍操作的弧光辐射不再散发出来。 埋弧焊接耐磨衬板中,焊剂的存在不仅能隔开熔化金属与空气的,而且使熔池金属较慢的凝固;了焊缝中产生气孔、裂纹等缺陷的可能性。埋弧焊接耐磨衬板的特点:生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度,因此电弧的熔深能力和耐磨衬板的熔敷率都大大。 另一方面,由于焊剂和熔渣的隔热作用,电弧基本上没有的辐射散失,飞溅也小。因而使埋弧焊的焊接速度大大。焊缝质量高因为熔渣隔绝空气的保护效果好,电弧区主要成分是CO,焊缝金属中含氮量、含氧量大大降低。劳动条件好除减轻了手工焊操作的劳动强度外,埋弧焊主要适用于耐磨衬板的水平面长焊缝焊接,且焊丝埋在焊剂层下,没有烟尘,也没有弧光辐射。 焊剂是焊接双金属耐磨板时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种颗粒状物质,具有类似焊条药皮作用的焊接消耗材料。主要是由矿物类材料和少部分的脱氧剂、合金剂组成。焊剂应具有良好的冶金性能焊剂配以适宜的焊丝,选用合理的焊接参数,使焊缝金属具有适宜的化学成分和良好的力学性能,以满足双金属耐磨板的设计要求,同时,焊剂还应有较强的抗气孔和抗裂纹能力。

融拓金属材料有限公司在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 辽宁沈阳合金圆钢事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 辽宁沈阳合金圆钢,并以良好的服务和满意的治理效果赢得了广大客户的认可。


