





铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。



秦皇岛扬禹水工机械有限公司是一家拥有超过15年 不锈钢闸门相关经验,高素质专业人才的 不锈钢闸门厂家,以苛刻的质量标准和产品创新能力为特色。作为您可靠的合作伙伴,我们提供周到的服务,包括开发,设计,制造,生产,订制等。我们会以j i大热情解决广大客户复杂的问题。我们可以根据客户特定图纸,生产出各式各样的 不锈钢闸门。请您信任我们在 不锈钢闸门领域的专业,并相信我们的服务品质。从设计到交货,秦皇岛扬禹水工机械有限公司的专业团队将致力于为客户提供高价值 不锈钢闸门产品。

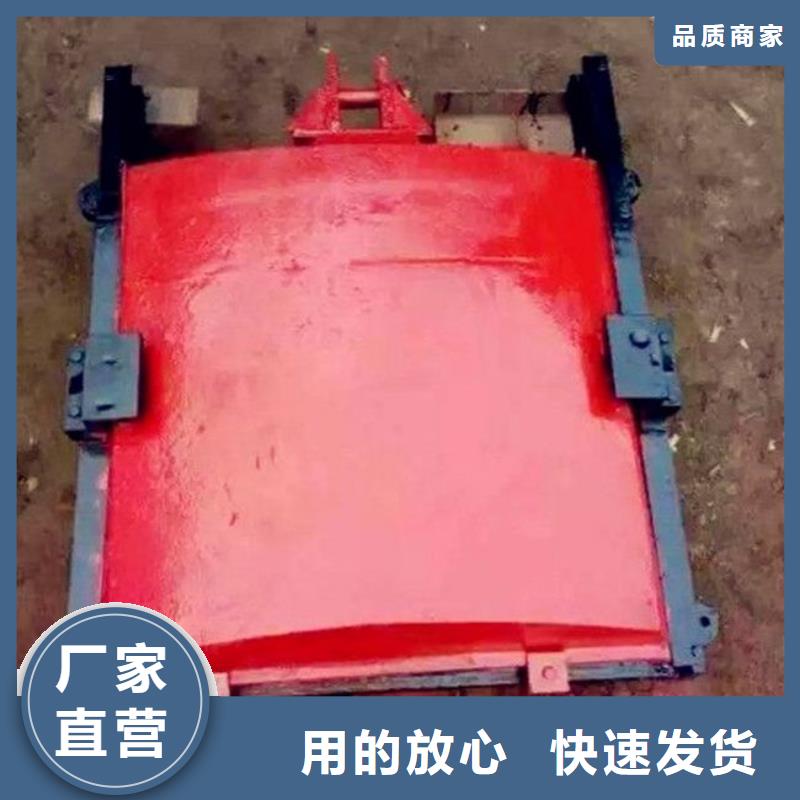
铸铁闸门详细说明:
1.PGZ型系列平面铸铁弧形闸门只限于安装在露顶式水利工程上使用和闸后止水:
2.规格500mm-2500mm时为铸造结构整体式,推荐选用单吊点启闭机;
3.规格3000mm-4000mm时为铸造结构组装式,推荐选用双吊点启闭机;
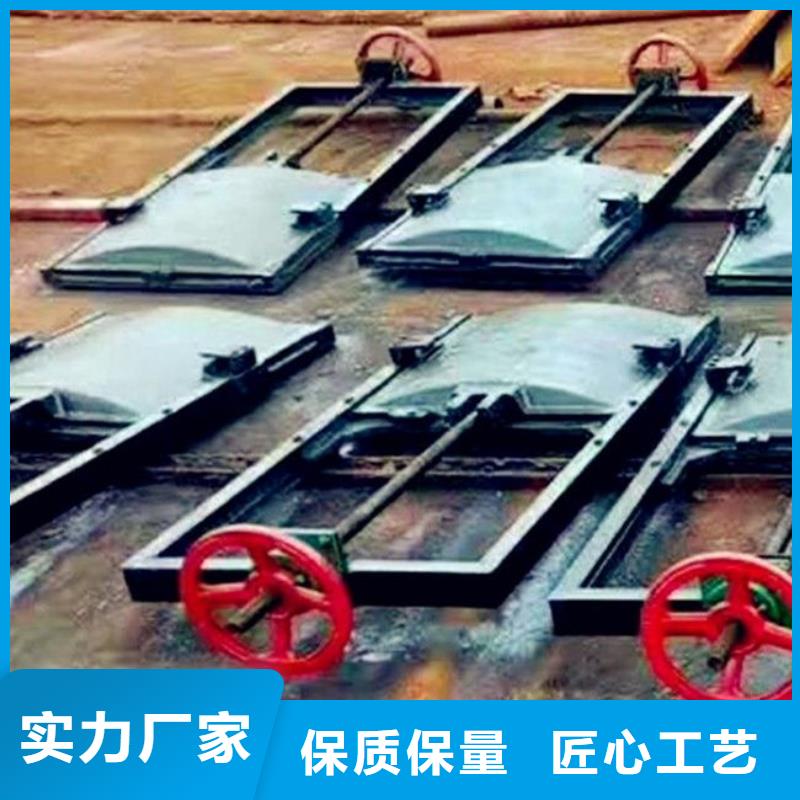
4.根据用户特殊要求,可把止水面安装上铜止水;
5.根据用户特殊要求,可生产公司标准规格外异形闸门;
6.可根据用户来图样,制造各种异形闸门或为用户设计异形闸门图样;
7.根据用户水利工程水头高低配备启闭机(启闭力=水头 闸门面积、重量 螺杆重量 摩擦、安全系数)。
6、在闸门的安装过程中,应对青铜密封面做好保护,不得损坏。
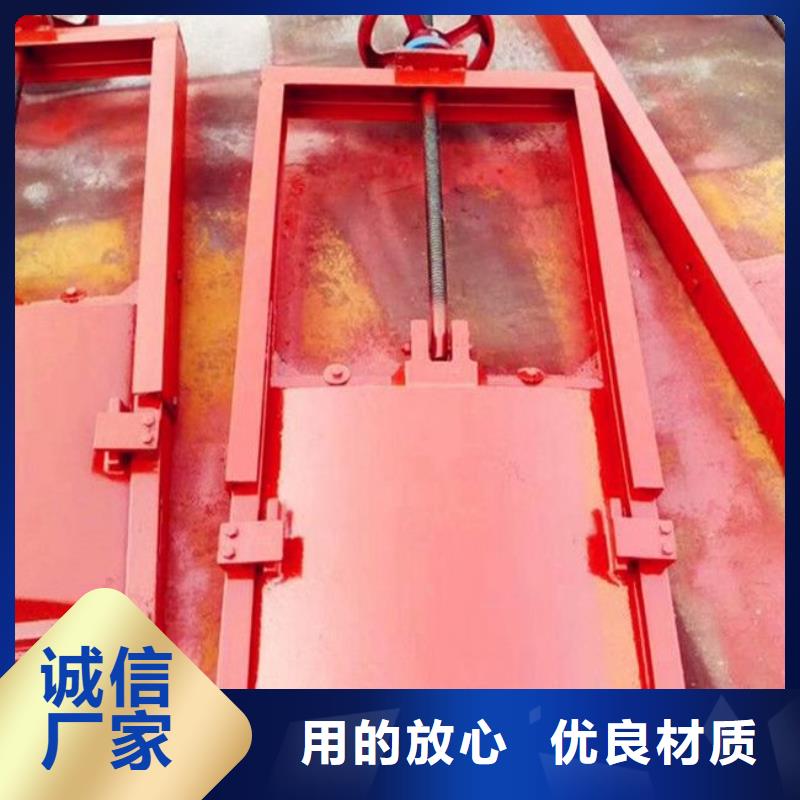
五、铸铁闸门使用与维护:
1、使用手动启闭机时,要用力均匀,不要在关闭时用力过猛以防损伤定位装置。
2、要定时给丝杆及启闭机加润滑油脂。
3、每年需对闸门作一次油漆、防腐处理。
4、对于非双向闸门不可承受纯反向水压。
在使用闸门的时候,很多人都会将闸门与铸铁闸门相比较,在感慨铸铁闸门的操作困难的同时,也会对闸门存在有一定的想法。而闸门在进行使用的过程中,是会存在有诸多的便利与实际。只是,想要在自然的侵袭之下完整的保护它,就要注重细节上的维护了。及时的保养,并且尽量的避免设备的表面层被一些化学物质或是一些污渍所腐蚀,以免影响到正常的使用,导致设备受到损坏。


