


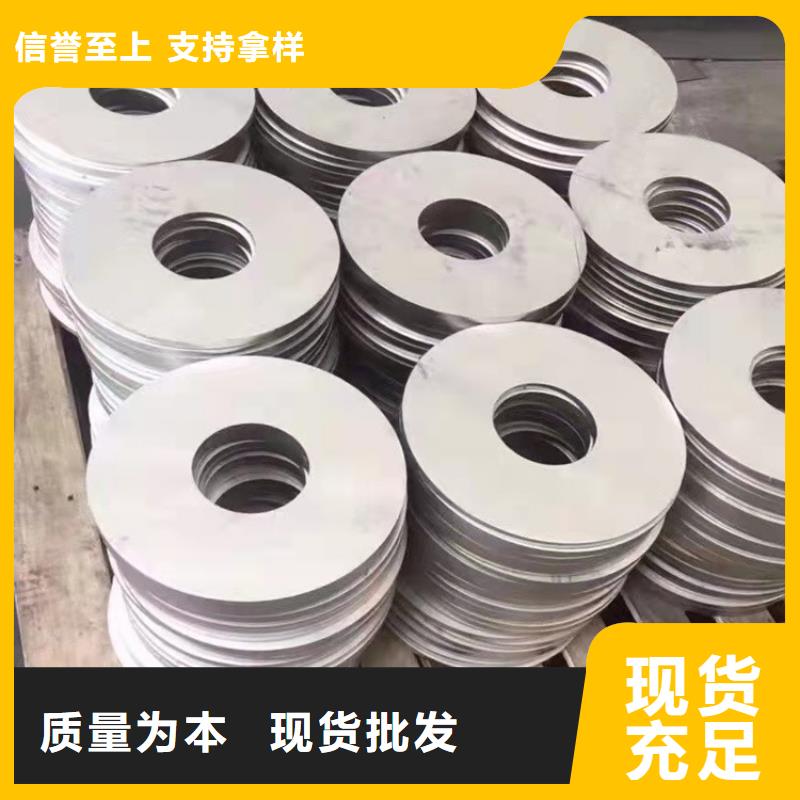
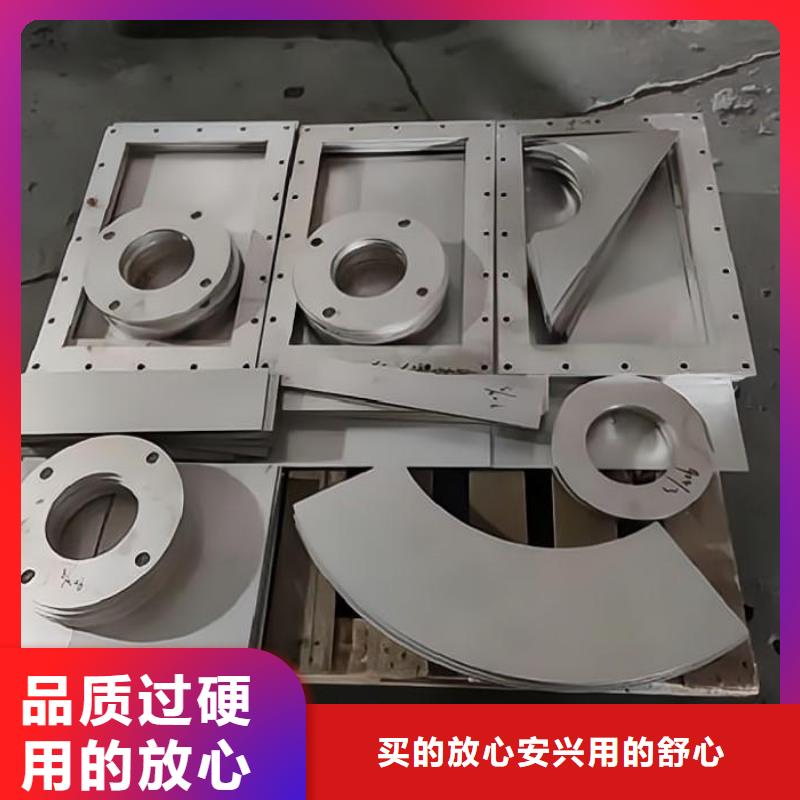

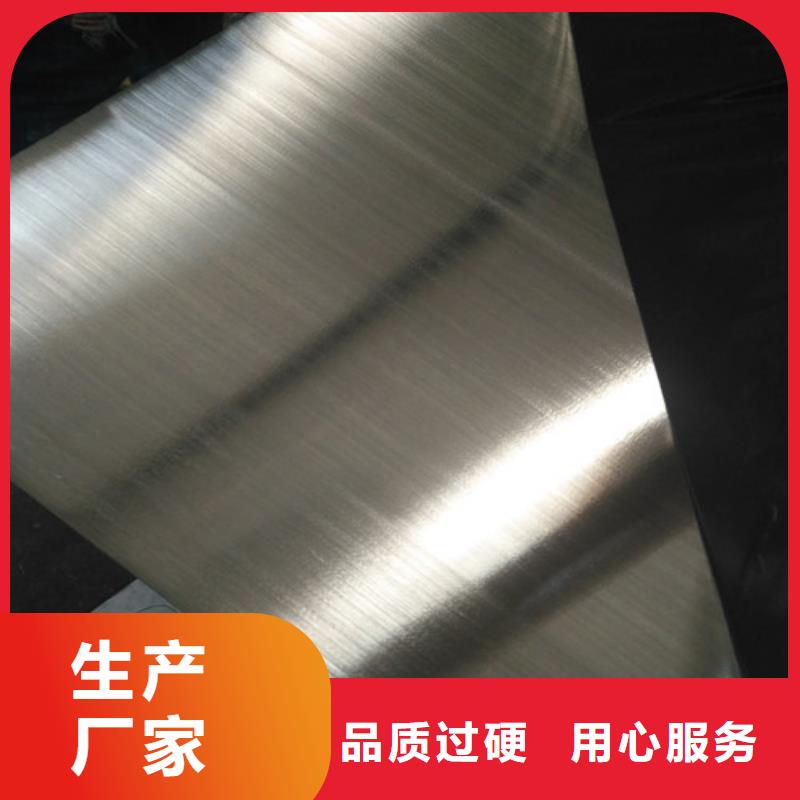
产品视频展示,助您洞悉2520不锈钢和304的区别出厂价格压力容器专用304不锈钢管产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:2520不锈钢和304的区别出厂价格压力容器专用304不锈钢管的图文介绍

昌盛源金属有限公司主打商品 内蒙古201不锈钢以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。


华尔网2Cr13钢冷塑性变形性能、深拉和深冲性以及切削加工性均尚好,它的热加工温度以850-1200℃为宜,随后需砂冷或及时进行退火处理。它的热处理工艺见表2-20。此华尔网钢焊后硬化倾向大,易出现裂纹。若用Cr202,Cr207等焊条焊接时,焊前需经250-350℃预热,焊后需在700-730℃回火,若用奥107,奥207等焊条焊接,则可不进行焊后热处理。 3Cr13钢由于碳含量高,故冷变形性能较1Cr13,2Cr13钢为差,但其热加工并无困难,热变形适宜温度为850-1200℃,随后需缓冷并及时退火。3Cr13钢的软化退火与淬火工艺与华尔网1Cr13,2Cr13相同,但回火温度较低,一般为200-300℃。由于3Cr13钢可焊性差,一般情况下它不用于焊接。 4Cr13钢的热加工温度与1Cr13,2Cr13,3Cr13相同。但其冷加工性能较3Cr13更差。热处理时退火温度为750-800℃,随后炉冷;淬火温度为1050-1100℃,然后油冷;回火工艺与3Cr13不锈钢相同。此钢的可焊性很差,一般不用于焊接。



华尔网不锈钢的发明是世界冶金史上的一项重大成就。20世纪初,吉耶(L.B.Guillet)于1904年—1906年和波特万(A.M.Portevin)于1909—1911年在法国;吉森(W.Giesen)于1907—1909年在英国分别发现了Fe—Cr和Fe—Cr-Ni合金的耐腐蚀性能。蒙纳尔茨(P.Monnartz)于1908-1911年在德国提出了不锈性和钝化理论的许多观点。华尔网工业用不锈钢的发明者有:布里尔利(H.Brearly)1912—1913年在英国开发了含Cr12%—13%的马氏体不锈钢;丹齐曾(C.Dantsizen)1911—1914年在美国开发了含Cr14%—16%,C 0.07% —0.15%的铁素体不锈钢;毛雷尔(E.Maurer)和施特劳斯(B.Strauss)1912—1914年在德国开发了含C<1%,Cr 15%—40%,Ni<20%的奥氏体不锈钢。1929年,施特劳斯(B.Strauss)取得了低碳18-8(Cr-18%,Ni-8%)不锈钢的 权。为了解决18-8钢的敏化态晶间腐蚀,1931年德国的霍德鲁特(E.Houdreuot)发明了含Ti的18-8不锈钢(相当于现在的1Cr18Ni9Ti或AISI 321)。几乎与此同时,在法国的Unieux实验室发现了奥氏体不锈钢中含有铁素体时,钢的耐晶间腐蚀性能会得到明显改善,从而开发了γ+α双相不锈钢。1946年,美国的史密斯埃塔尔(R.Smithetal)研制了马氏体沉淀硬化型不锈钢17-4PH;随后既具有高强度又可进行冷加工成形的半奥氏体沉淀硬化不锈钢17-7PH和PH15-7Mo等相继问世。至少,不锈钢家族中的主要钢类,即华尔网马氏体、铁素体、奥氏体、α+γ双相以及沉淀硬化型等不锈钢*便基本齐全了,且一直延续到现在。



华尔网不锈钢加工、施工保管和运输 深加工:易产生磨擦热量所以使用耐压、耐热性高不锈钢种同时成型加工结束后应除掉表面附着的油。 华尔网不锈钢板焊接:焊接之前应彻底除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。 折弯加工:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,华尔网厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。 施工以及施工注意点 为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应注意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。
