


想要深入了解不锈钢管桥梁护栏立柱切割喷塑产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
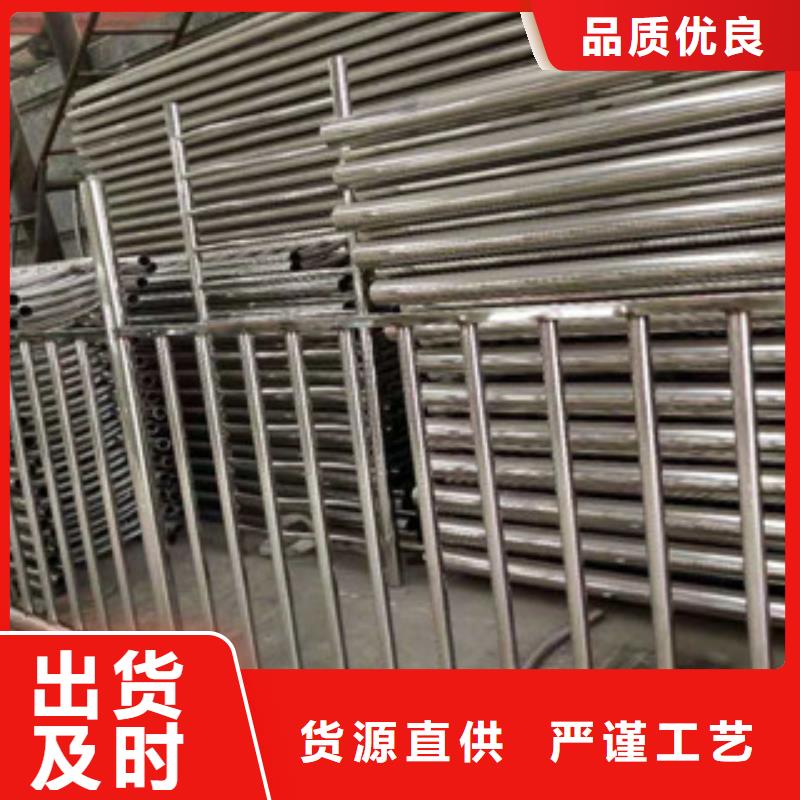
以下是:不锈钢管桥梁护栏立柱切割喷塑的图文介绍

润达不锈钢复合管生产制造厂家有限公司是专业生产 湖北荆州防撞护栏的大型生产企业。公司生产工艺先进、技术力量雄厚、装备精良、检测设备齐全。我们将不断奉献我们的勤劳与真诚,细心的完成每一件产品。诚信为本、互利共赢、和谐发展是湖北荆州[公司恒久不变的追求与承诺。我们愿与您携手共同创造行业新高度!


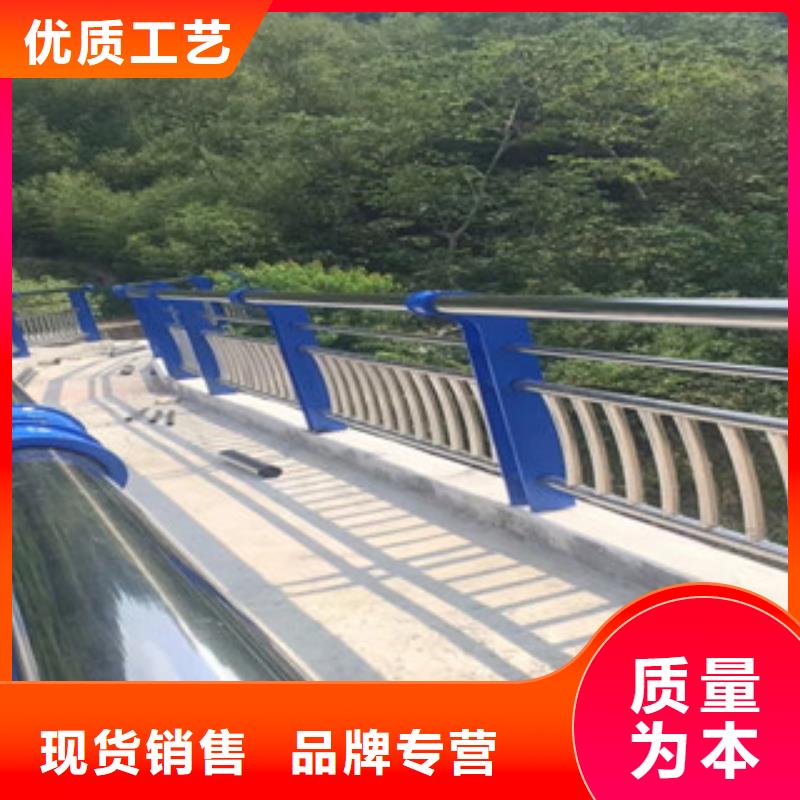
不锈钢复合管护栏,道路中心护栏用于城市中心道路护栏,现在随着人们的生活水平不断地,各种商业区、景区、公共场所的基础设施比较普遍,因而也衍生出来了许多道路护栏的样式常见的也是普通的并存有大量现货的梅花管,其组成形式一般为80*80的立柱,40*55的面包管,30*55的平托管以及30*50的梅花管焊接而成,一般贴蓝色反光膜,也有贴红色的并不拘泥于颜色。这种常规规格有大量现货。横管采用20*40的方管,竖管则是19的小方管斜焊在一起的。防眩板道路护栏目前也运用的很广泛,其中间一般则采用0.8厚的s板,横管则使用38*65的管,立柱则采用80*80的方管,也有配太阳能灯帽。京式道路护栏则是采用16的圆钢,其底部则采用63*48的u型钢,也有采用20*40的方管作为底部横管,也有将其全部封闭的,样式也很漂亮。铁艺道路护栏,使用各种方式制作出各种形式的护栏,美观、欣赏价值高,有很大的创意性。道路广告牌是与道路护栏相互接替使用的,一般则是在中间焊上铁板,用于书写广告或是文明寄语。插拔式护栏这种道路护栏形式主要是将护栏的立柱分为两个部分,然后通过一个螺栓将上下两部分贯穿连接起来,那么这种道路护栏的设计主要有强度高,通透性好,易维修等优点。移动道路护栏这种护栏常用的应该是在公路或者道路上临时搭建用的比较多,优点就是比较方便。道路中心护栏的样式比较多,常见的也就类似于这几种,如有特殊规格样式,来样可进行加工制作。



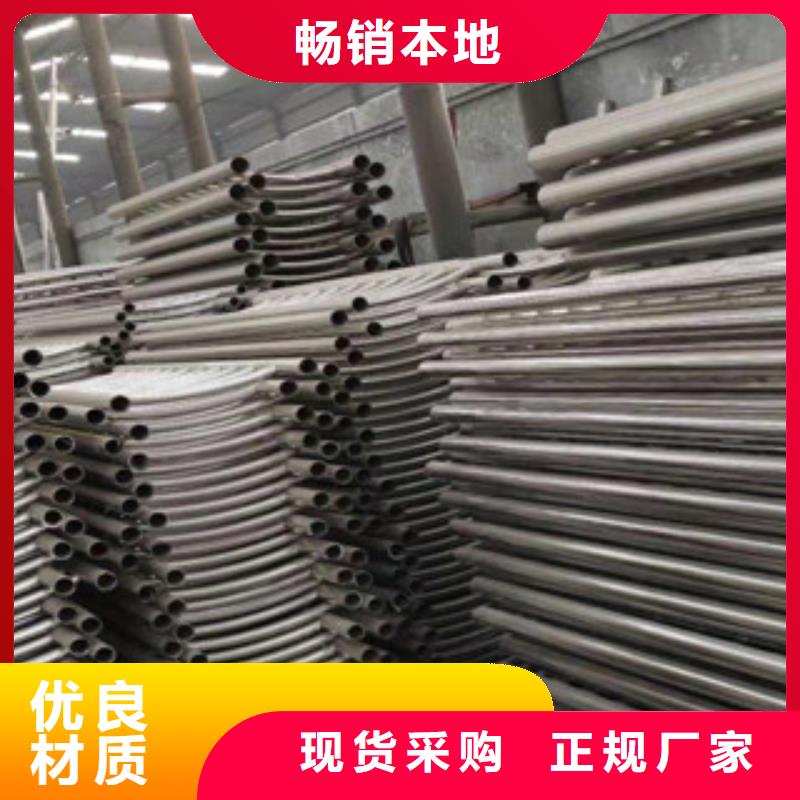
不锈钢碳素钢复合管栏杆经过不同的地光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加加工、焊接等方面都具有良好的物理性能不锈钢桥梁构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。此外,不锈钢桥梁与太阳能光伏发电系统、太阳能真空管、真空集热板的结合应用,使不锈钢桥梁具有利用绿色、清洁、环保的太阳能造福人类,并且使用寿命长、维护成本低的功效,在减小甚至杜绝污染的同时,大大降低能耗,具有节能环保的功效规范,安装方便,
1、材料及主要机具:⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。⑶、现场供电应符合焊接用电要求。⑷、施工环境已能满足不锈钢碳素钢复合管栏杆施工的须要根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
1、材料及主要机具:⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。⑶、现场供电应符合焊接用电要求。⑷、施工环境已能满足不锈钢碳素钢复合管栏杆施工的须要根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。

