
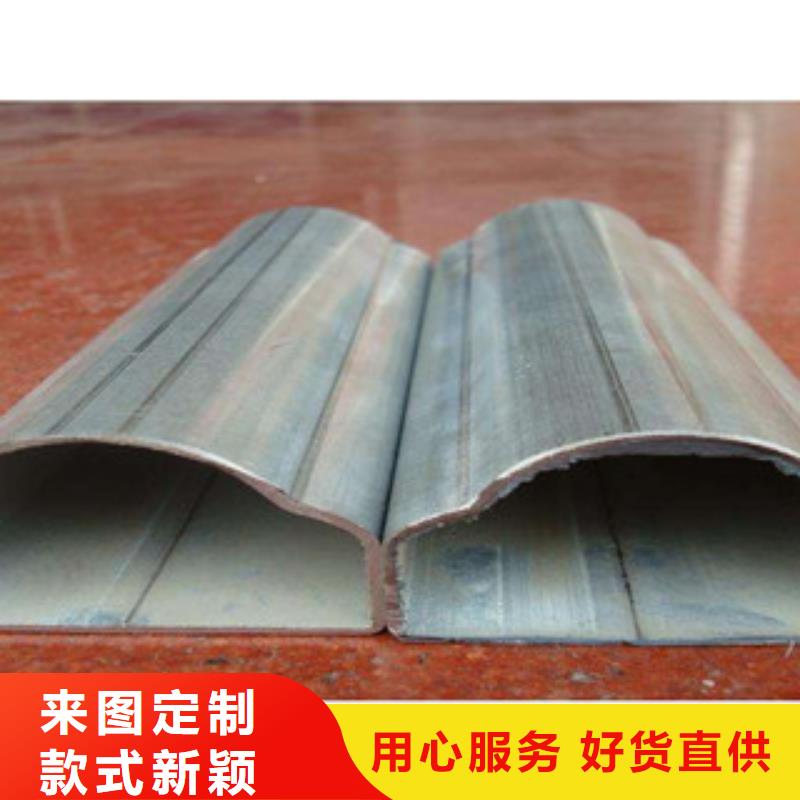
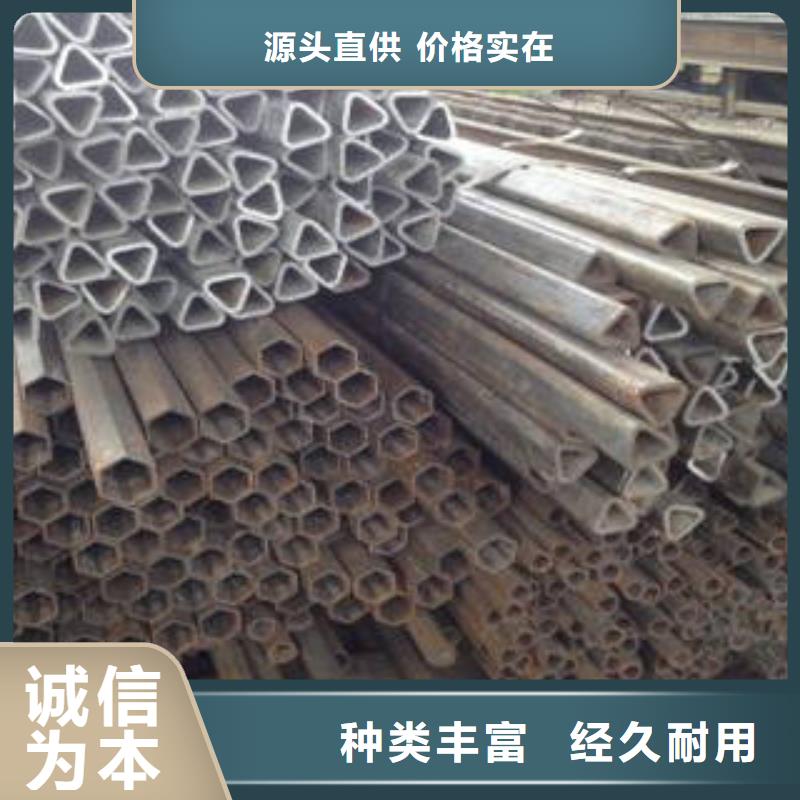
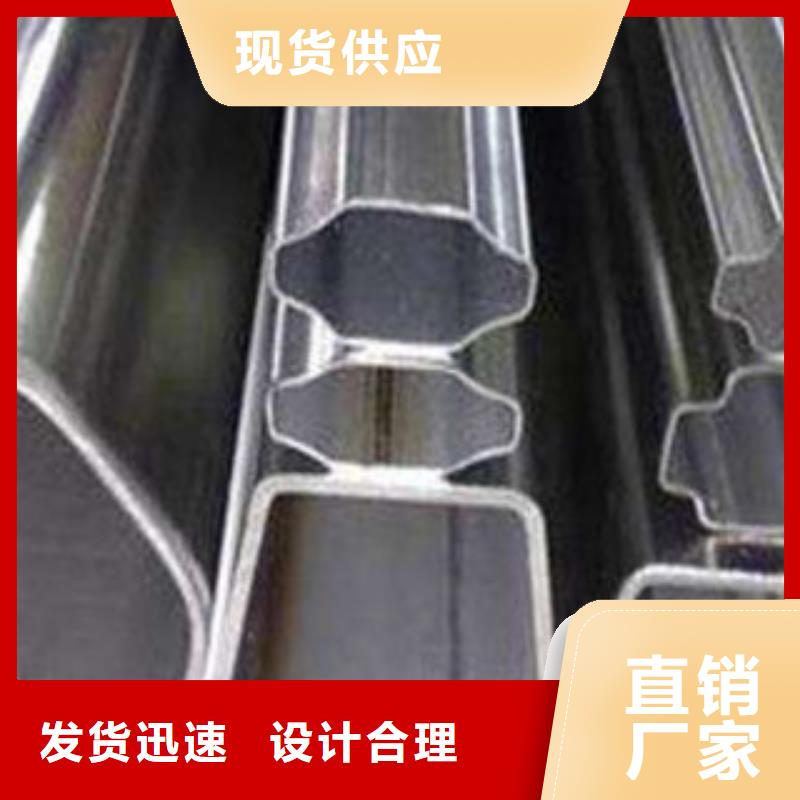

异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又开发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地改进和创造新的设备与工艺.


异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。



欢迎前来了解浩融金属制品厂有限公司发布的 青海果洛钢板价格, 青海果洛钢板厂家信息,服务质量好,性价比高,为您节省采购成本!


异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



