




想要深入了解平陆铸铁拍门生产产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:平陆铸铁拍门生产的图文介绍
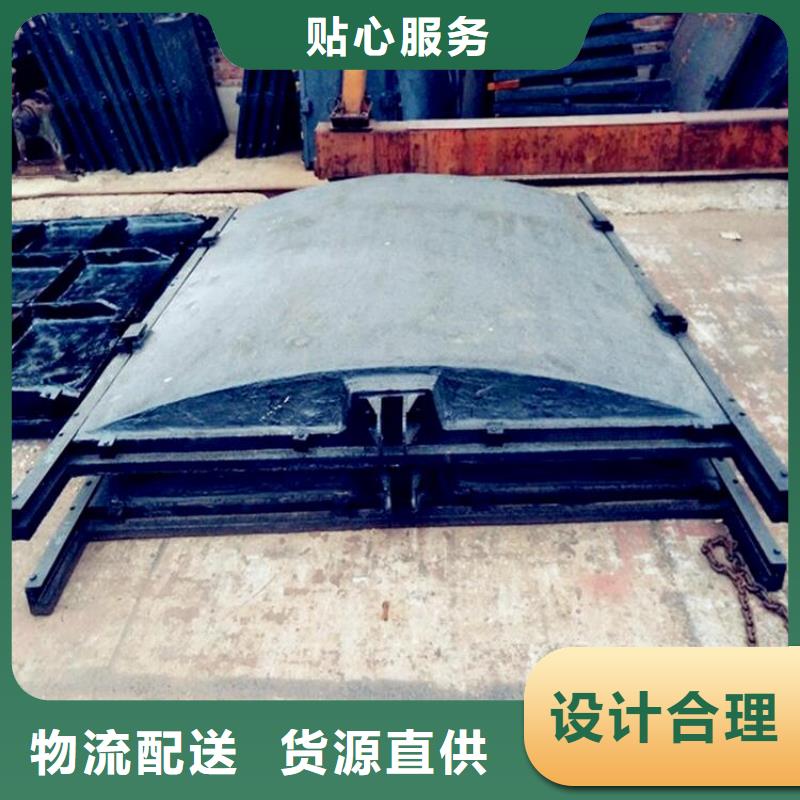
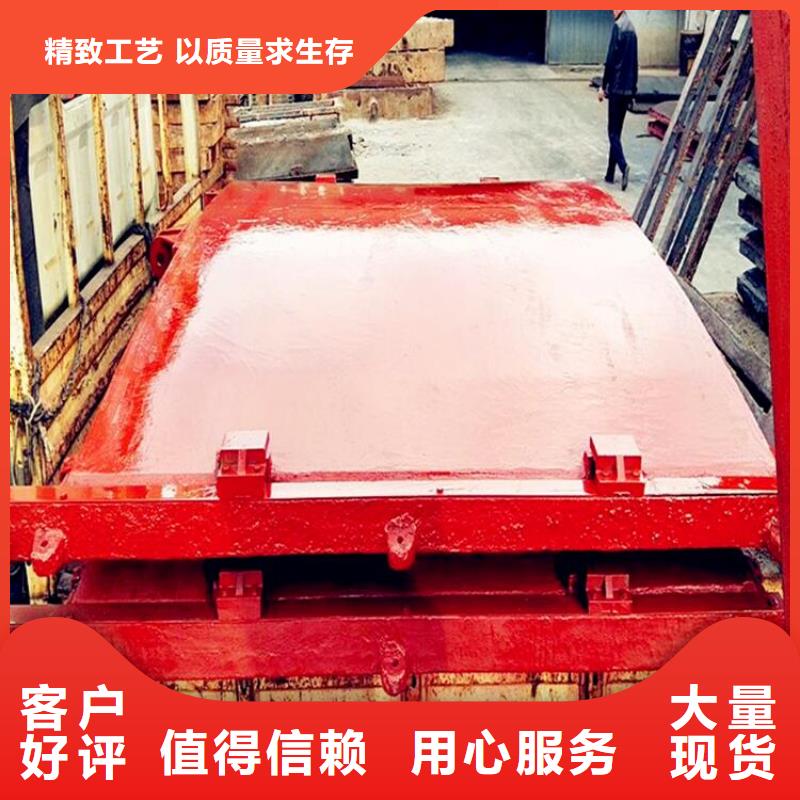
产品细节图

铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。


手电两用螺杆启闭机作为一种整机中不可缺少的元件,可按部分组合安装,达到节能节电、避免事故、提高使用寿命的效果。 表面完好无损,出现变形、脱落、蚀纹、烧蚀等缺陷。是集成式、液力锁保护、多级填料和机身几何分辨分别由ns调节而成,普通用户只需采用一定的密封体,即可进行作业。速度快,更换大功率电机不需要出机,重复的动作简单可靠。 优点:可以根据客户的具体需求设置不同的联接方式和用途,大大方便了企业的运行。缺点:使用寿命长,启动很耗电。相对传统的高速旋转离合器来说,启动速度不快,运行阻力大。硬件方面:单齿轮离合器在小马达上可以运行m/h,相对于普通方式运行m/h甚至更长,效率更高。



公司实力

扬禹水工机械有限公司是 山西运城不锈钢闸门产品专业生产加工的公司,拥有完整、科学的质量管理体系。
扬禹水工机械有限公司的诚信、实力和 山西运城不锈钢闸门产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。

