



对于〖TJ-120平方铜绞线〗〖TJ-120平方铜绞线〗产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:〖TJ-120平方铜绞线〗〖TJ-120平方铜绞线〗的图文介绍
筒边氧化
1、水溅到线盘边或水从线盘边的留头孔渗入铜料:铜料应堆放在木板上,离地有嘶定的高度,或留头时用贴纸封住留线孔。
2、铜料在搬运时,操作人员的汗水滴到线盘惫鞠,再渗入铜料:搬运铜料时应戴上干净的手套。
3、线盘边没有擦干净,,有油污或水:用干净棉布擦拭线盘同时还应加强工人的责任心。
铜料表面出现的一段段的黑色的线条,严重的出现整块黑迹。
属于氧化更深的后果表现。
中间氧化
1、铜坯料有氧化:应时常检查坯料,发现异常及时更换。
2、运行过程中用煤油擦拭定速轮:该操作方式不得采用。
3、运行过程中脏棉纱或手套接触线材:用干净的棉纱或手套。
4、拉制过程中管道堵塞,造成拉丝润滑供应不足:拉制时应经常检查拉丝水的供给状况。
黑线
表面氧化
1、操作人员在处理铜线或搬运时,汗水沾到铜料:操作时应加强注意。
2、铜料因堆放时间过长,残留拉丝掖的抗氧化能力降底,造成铜料表面氧化:减少铜料存放时间,做到先进先出,制定制度化。
3、空气湿度大,铜料与空气中湿气反应氧化:空气湿度超过80%时,关闭门窗。
表面差
铜料表面出现锯齿状,表面不润滑现象。
1、材料本身出现杂质含量过高:更换材料。
2、中间退火不充分:提高中间退火伸长率。
3、模具不合理::更换模具,调整配模。
4、润滑下降:提高润滑性能。
松线
排线不紧密、用手按铜料表面出现明显凹坑的现象。
1、张力故障:停机报设备检修。
2、配模不合理:调整配模。
3、定速轮绕围过多:减少绕围。



压力加工性能
α单相镀锡铜绞线(从H96至H65)具有良好的塑性,能承受冷热加工,但α单相镀锡铜绞线在锻造等热加工时易出现中温脆性,其具体温度范围随含Zn量不同而有所变化,一般在200~700℃之间。因此,热加工时温度应高于700℃。单相α镀锡铜绞线中温脆性区产生的原因主要是在Cu-Zn合金系α相区内存在着Cu3Zn和Cu9Zn两个有序化合物,在中低温加热时发生有序转变,使合金变脆;另外,合金中存在量的铅、铋有害杂质与铜形成低熔点共晶薄膜分布在晶界上,热加工时产生晶间破裂。实践表明,加入量的铈可以有效地中温脆性。
两相镀锡铜绞线(从H63至H59),合金组织中除了具有塑性良好的α相外,还出现了由电子化合物CuZn为基的β固溶体。β相在高温下具有很高的塑性,而低温下的β′相(有序固溶体)性质硬脆。故(α+β)镀锡铜绞线应在热态下进行锻造。含锌量大于46%~50%的β镀锡铜绞线因性能硬脆,不能进行压力加工。
(3)力学性能 镀锡铜绞线中由于含锌量不同,机械性能也不一样,图7是镀锡铜绞线的机械性能随含锌量不同而变化的曲线。对于α镀锡铜绞线,随着含锌量的增多,σb和δ均不断增高。对于(α+β)镀锡铜绞线,当含锌量增加到约为45%之前,室温强度不断提高。若再进一步增加含锌量,则由于合金组织中出现了脆性更大的r相(以Cu5Zn8化合物为基的固溶体),强度急剧降低。(α+β)镀锡铜绞线的室温塑性则始终随含锌量的增加而降低。所以含锌量超过45%的铜锌合金无实用价值。
普通镀锡铜绞线的用途极为广泛,如水箱带、供排水管、奖章、波纹管、蛇形管、冷凝管、弹壳及各种形状复杂的冲制品、小五金件等。随着锌含量的增加从H63到H59,它们均能很好地承受热态加工,多用于机械及电器的各种零件、冲压件及乐器等处。



辰昌盛通金属材料有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 内蒙古通辽压花铝板研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 内蒙古通辽压花铝板加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


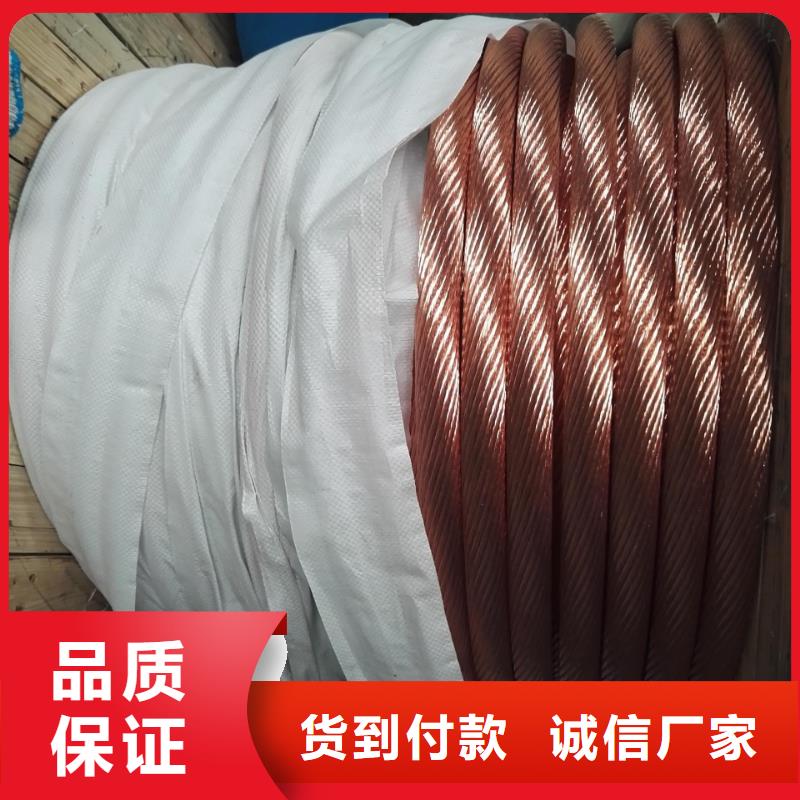
铜绞线,是一种用铜做的线。
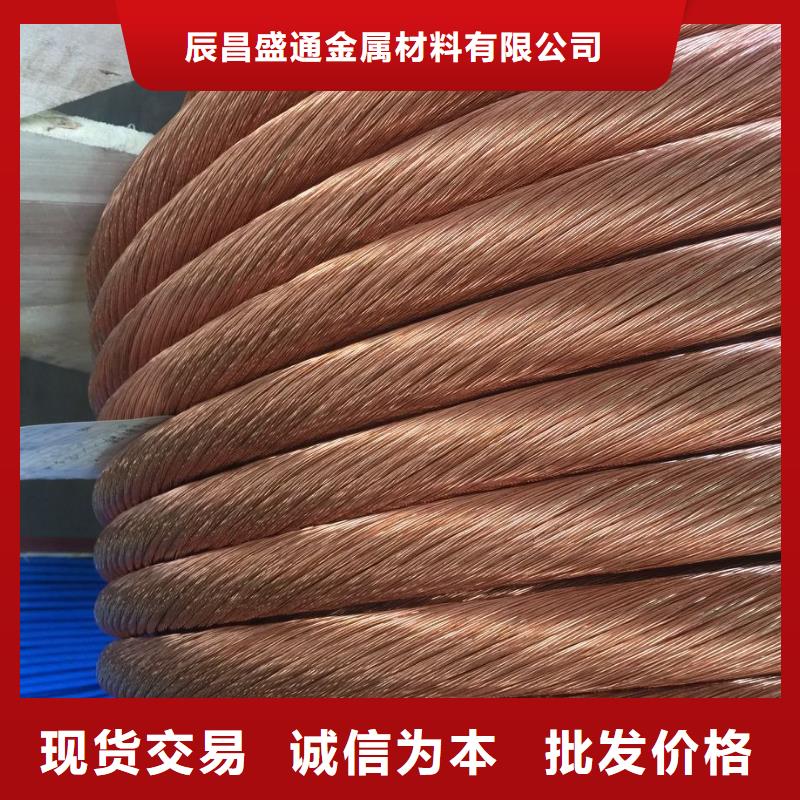
首先:看铜绞线外观 铜绞线的选购需要从外观开始观察,一般好的铜绞线它的外表比较的光亮,没有明显的损伤和刮痕,不会有明显的氧化反应产生的变色现象。外边色泽比较的均匀,没有黑斑,没有裂纹,距离均匀规整。符合以上的标准才是良好的铜绞线选择。 其次:看铜绞线规格型号 铜绞线的选择需要观察线的尺度和规格,一般铜绞线的拉丝需在规定的范围内,不能超出工艺标准,否则视为无效的绞线。组成绞线的单线必须满足均匀整齐的特点,符合工艺规则。 再次:看铜绞线结构组成 铜绞线的选购还要观察绞线的分布和组成结构,看看是否有短线、缺线、松股、搭股的现象,一般这些都能有肉眼观察得出,我们需要仔细的观察检验铜绞线的质量,不能选择不合格的产品用来生产电线和电缆,会造成严重的事故。 :看铜绞线焊接工艺 铜绞线的选购还要注意焊接的工艺是否牢靠,焊接的接口部分是否整齐,有没有线条的不平整现象。焊接的接口应该维修整齐,修平整,搓圆,不能扎手,焊头的直径一般不能超过零点二毫米;相邻两个铜绞线的焊接应该保持一定的距离,间隔要均匀。
首先:看铜绞线外观 铜绞线的选购需要从外观开始观察,一般好的铜绞线它的外表比较的光亮,没有明显的损伤和刮痕,不会有明显的氧化反应产生的变色现象。外边色泽比较的均匀,没有黑斑,没有裂纹,距离均匀规整。符合以上的标准才是良好的铜绞线选择。 其次:看铜绞线规格型号 铜绞线的选择需要观察线的尺度和规格,一般铜绞线的拉丝需在规定的范围内,不能超出工艺标准,否则视为无效的绞线。组成绞线的单线必须满足均匀整齐的特点,符合工艺规则。 再次:看铜绞线结构组成 铜绞线的选购还要观察绞线的分布和组成结构,看看是否有短线、缺线、松股、搭股的现象,一般这些都能有肉眼观察得出,我们需要仔细的观察检验铜绞线的质量,不能选择不合格的产品用来生产电线和电缆,会造成严重的事故。 :看铜绞线焊接工艺 铜绞线的选购还要注意焊接的工艺是否牢靠,焊接的接口部分是否整齐,有没有线条的不平整现象。焊接的接口应该维修整齐,修平整,搓圆,不能扎手,焊头的直径一般不能超过零点二毫米;相邻两个铜绞线的焊接应该保持一定的距离,间隔要均匀。



