



强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。


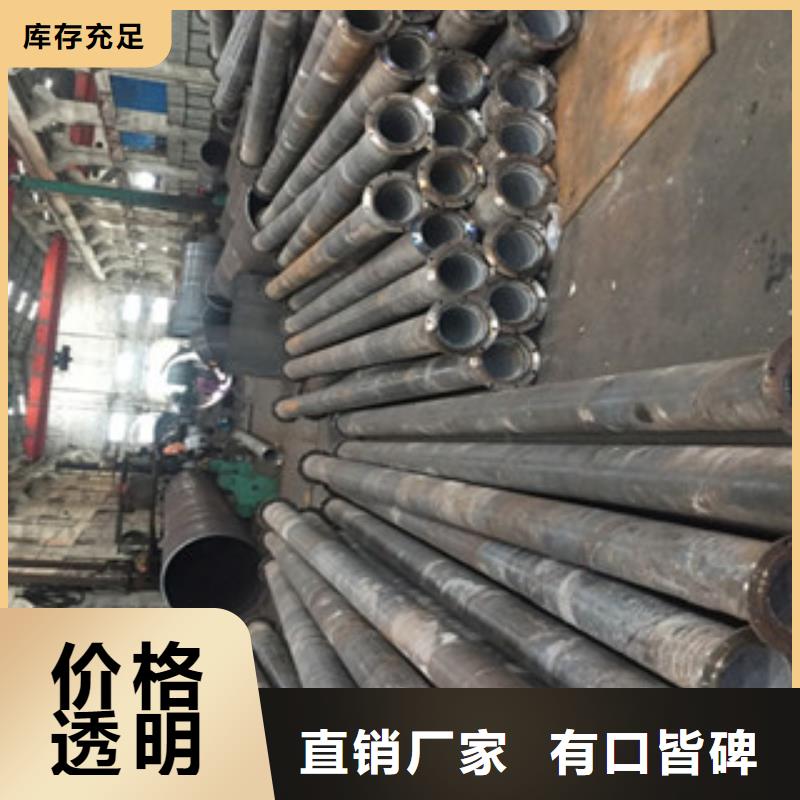
螺旋焊管机组用于生产直径 (89~2450)mm×(0.5~25.4)mm,长度6~35m的大直径钢管。其生产方式为连续式和间断式两科,机组采用螺旋式成型,焊接采用预焊和终焊两步进行。先在一台螺旋成型器上进行成型和预焊(点焊),然后在终焊接设备上进行内外埋弧焊接。螺旋焊管的设备布置如图所示。
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤



青海西宁槽钢是以 青海西宁槽钢主导产品的现代企业。经过多年来的不解努力,开拓、奋斗现已具备的生产能力,这只是我们事业的一个新的起点,我们将不断地开拓创新在竞争激烈的市场经济中发展壮大。我公司主要生产[城市青海西宁槽钢]等产品,“对客户的诚实正直,追求每一件产品,精益求精的质量和完善周到的售后服务”是南恩物资有限公司始终坚持的一个经营理念和创业思路,十多年来,我们是以优良的产品质量,完善的售后服务,赢得了越来越多的用户!


聚氨酯直埋保温管它具有独特的性能优势,被作为一种优良的绝热保温材料而迅速发展,那么是什么原因让聚氨酯保温管寿命下降呢?通过我们多年的生产与施工来分析一些原因:
1.直埋保温管层偏心,即聚氨酯保温层与钢管不同心,形成保温厚薄不均,严重者可使外层塑料软化而被损坏。
2.使用不当而遭受,在运输及安装中易受损伤,在埋地后距地面深度不够或上部土壤及道路较软,造成载重车辆碾压后被损坏。
3.接口处理不当,在管道敷设安装中,相接二根管焊接不严密造成渗水,或在“补口”中操作不认真而造成外部污水渗入保温层等造成的。
4.直埋保温管使用的塑料和聚氨酯材料不合理,如经常发现使用分拣杂乱的回收塑料,经过挤出成形后的塑料管不能充分被塑化而致使外管劣化。聚氨酯保温管密度低造成强度低而在搬运中就已损坏,另外体系中含有游离酸太高,造成对钢管外壁的腐蚀等。
聚氨酯直埋保温钢管是由高密度聚外层、聚氨脂硬质泡沫塑管和钢管构成。温层材伎为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的空地,并具有必需的粘接强度,使钢管、外衣管及保温层三者之间变成每个稳固的合座



