


不要犹豫,点击播放我们的Q345C无缝管今日报价产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:Q345C无缝管今日报价的图文介绍

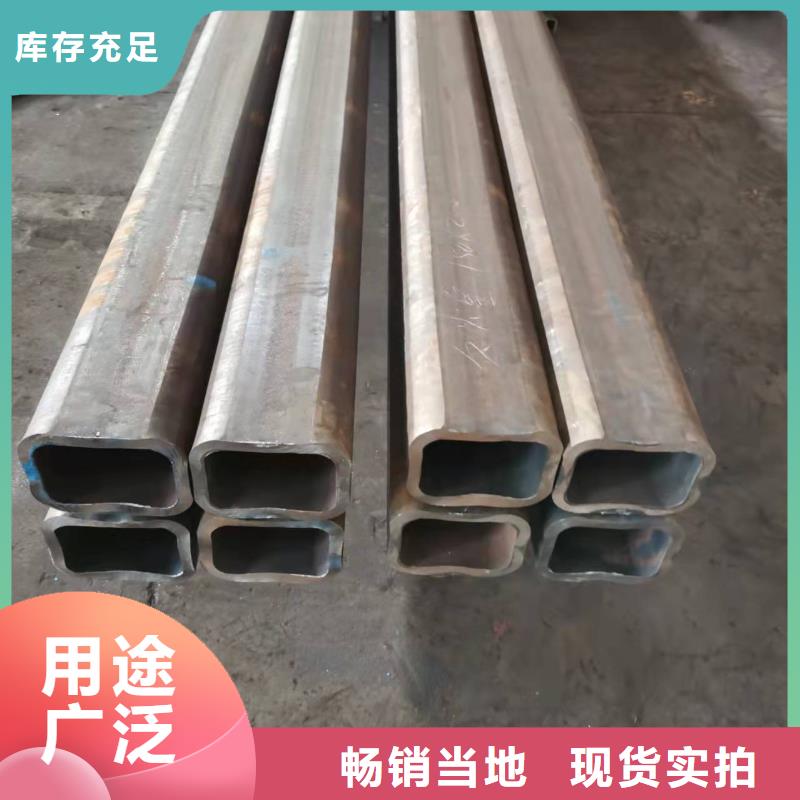
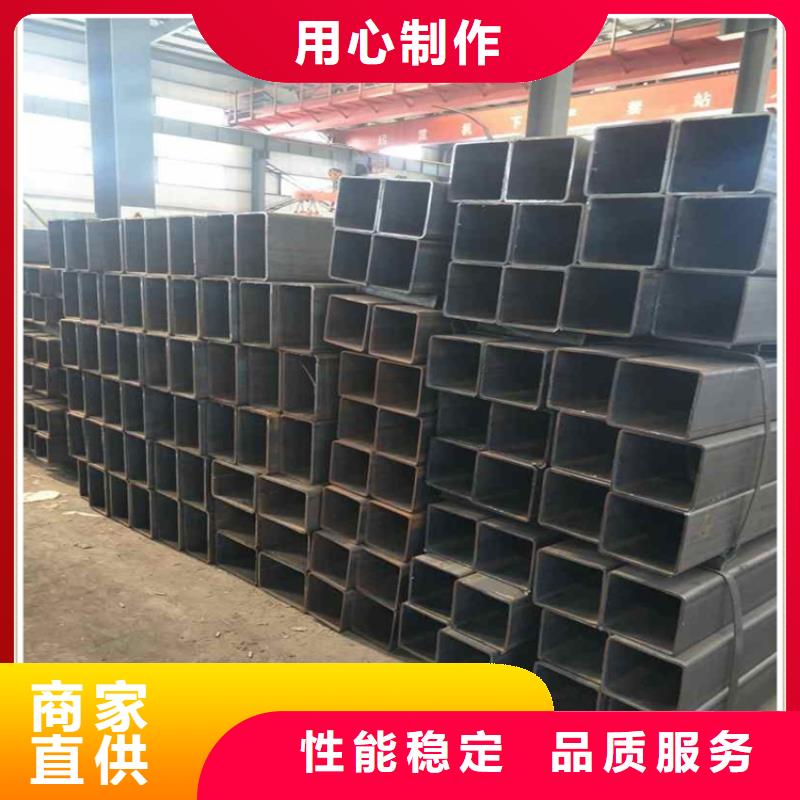
改拔方管:一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
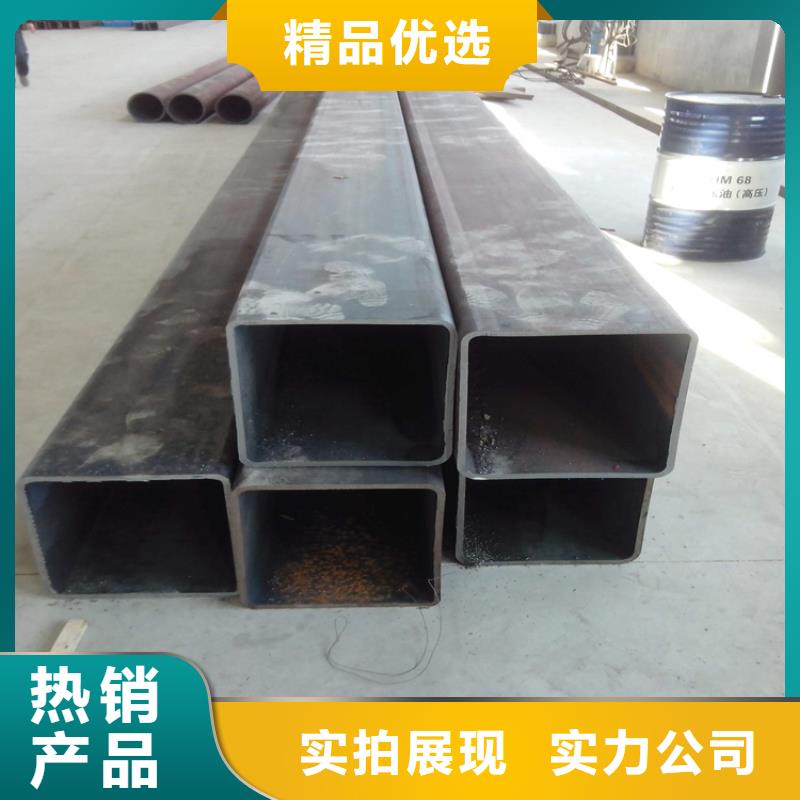
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。


今年前三季度,河钢承钢深度对接市场和客户,持续推进客户结构和产品结构优化工作,不断产品综合竞争力,实现了产品综合售价(不含市场因素影响)同口径售价30元/吨,持续产品创效能力。 1、螺纹:节后需求有所恢复,且当前多数电弧炉企业仍处于亏损状态,或继续抑制螺纹供应的释放速度,当前螺纹仍处于去库阶段,供需暂未出现明显恶化。不过,建筑钢材需求存在季节性回落预期,同时,高炉炼钢利润尚可,唐山限产又对螺纹供应影响有限,且节后废钢价格出现回调,后期螺纹钢供应或将小幅增加。市场普遍认可未来螺纹供需或将走弱。在此背景下,周初宏观利好提振有限,盘面情绪有所转弱,空头介入引发了昨日盘面大幅回调。综合看,螺纹震荡趋弱。关注今日公布的9月份投资数据。策略建议:单边暂持偏空思路,但盘面短期跌幅过大,期价贴水较大,谨慎追空。



鑫铭万通商贸有限公司以“品质优先、交货及时、诚信合作、服务完善、共铜发展”的企业文化,愿与您和您的企业一同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将一如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌! 我们以“品质优先、交货及时、诚信合作、服务完善、共同发展的企业文化,愿与您和您的企业- -同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将- -如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌。


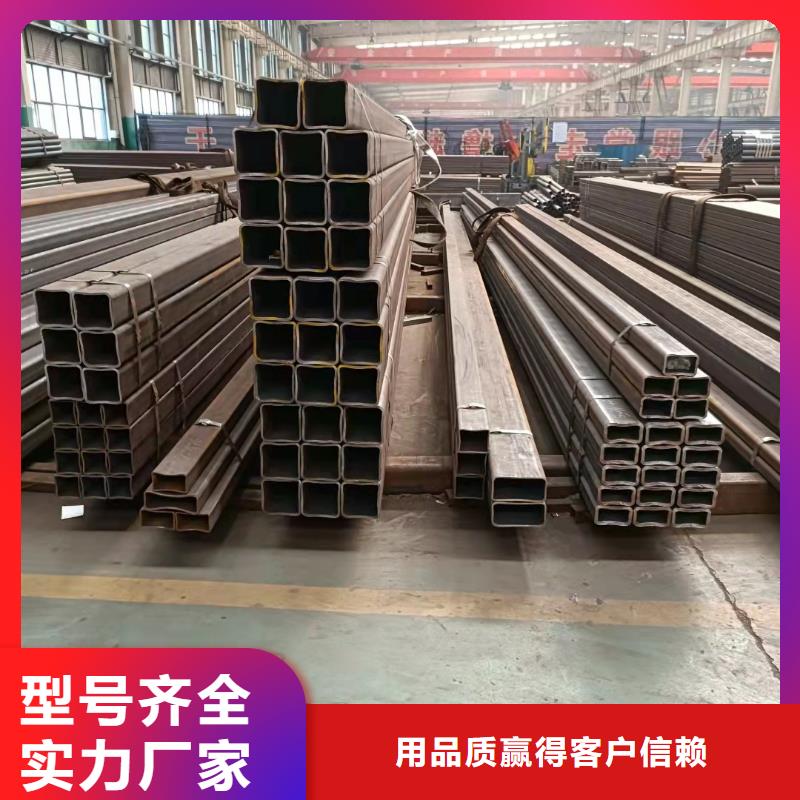
1、矩形管产品说明矩形管是一种空心方形的截面轻型薄壁钢管,也称为钢制冷弯型材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。热轧特厚壁方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平
热轧方管和冷轧方管的具体区别表现在以下几个方面: 磨削深度ap的选择:在磨削热镀锌方管等韧性大、塑性高的材料时,磨削深度小于或等于0.01mm时,砂轮容易粘附堵塞,容易出现烧伤和划伤等现象。其原因是砂粒都有一定的圆角半径,当磨削深度太小时,砂粒切不进基体,而在表面上划擦挤压,致使磨削力和磨削热,切屑易粘附堵塞砂轮,降低了砂轮切削能力,造成工件表面划伤。粗磨时一般取0.02~0.05mm,精磨时一般取0.01mm左右。
热轧方管和冷轧方管的具体区别表现在以下几个方面: 磨削深度ap的选择:在磨削热镀锌方管等韧性大、塑性高的材料时,磨削深度小于或等于0.01mm时,砂轮容易粘附堵塞,容易出现烧伤和划伤等现象。其原因是砂粒都有一定的圆角半径,当磨削深度太小时,砂粒切不进基体,而在表面上划擦挤压,致使磨削力和磨削热,切屑易粘附堵塞砂轮,降低了砂轮切削能力,造成工件表面划伤。粗磨时一般取0.02~0.05mm,精磨时一般取0.01mm左右。



