

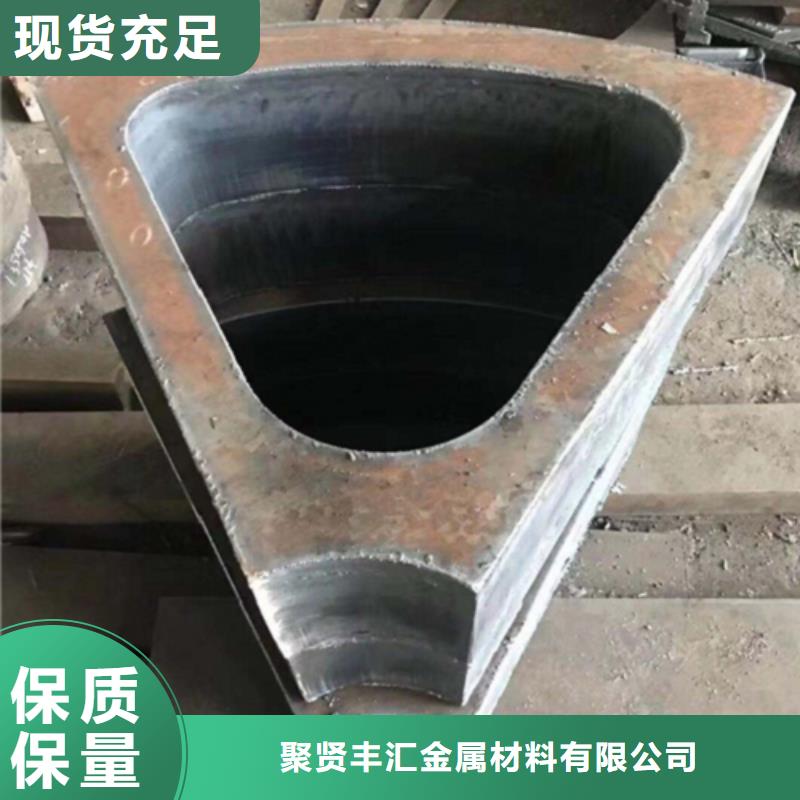



关于45#特厚钢板零割设置及火焰温度有哪些要求你又知道多少呢?下面就让聚贤丰汇带您了解关于特厚钢板切割参数设置及注意事项
首要应该先完结参数设置,参数设置要结合板材的厚度来设定,所包括的数据也比较复杂,工作人员要确定好氧气压力数值、切开速度要求和类型等不同的参数信息,完结参数设定之后才能够进行加工,假如在加工期间完结凭仗经历来切开的话,板材的加工作用就会受到影响,所以工作人员不能够忽视这项操作事项。
其次在进行钢板切开操作之前应该对板材的外表进行检查,假如发现资料上面有许多污渍和油污的话,这样在加工期间就容易发作许多问题,加工质量也无法到达要求,所以必定要事前对资料进行简单的清洁处理。在进行切开操作时,移动速度不能够过快,应该保持稳定匀速完结加工,假如加工期间热量缺乏或者是中途中止的话,关于资料的切开质量都产生不良影响。
火焰温度
在进行钢板切开操作时,工作人员还要留意板材和平面保持必定的视点,这样能够让资料边际受热愈加均匀,也有助于板材的加工质量。
在对特厚钢板零割操作期间,用户需要留意调整火焰温度,在实践的加工操作期间,所触摸使用的板材品种有必定的差异,别的板材的厚度规范也不同,假如是对比较薄的钢板进行切开的话,这个时分火焰温度不必太高,正常温度就能够到达钢板的熔点,而在对特厚钢板进行加工时,火焰温度就要到必定的规范,这样当温度升高时就能够让钢板融化,并到达加工意图。
现在特厚钢板零割加工需求量非常大,各个加工生产厂家在对板材进行加工的时分也会尽量防止发作板材变形等状况,由于现在有的加工工作中操作办法不妥,或者是没有依照正常的工序来完结板材加工的话,这个时分板材就无法到达规范要求,也不符合相关操作规范。所以在咱们万卓钢板切开进行特厚钢板零割的时分,应该先对加工原资料进行检查,调查资料上面是否有不平坦的区域,以及板材的厚度是多少,明确加工要求,这样在确定好这些信息之后再进行加工操作。现在许多钢板加工单位中都会忽视资料的选用状况,而许多钢板的制造标准和外观其实都存在必定的收支,所以为了确保加工制品的质量,必定要重视原资料的选用状况。
加工单位在进行特厚钢板零割之前,能够先派遣专人关于加工资料进行检查,当发现板材有油污或者是不符合标准的状况存在时,必定要及时进行更换。
火焰切割机钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在数控火焰切割机实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减速切割速度来 的改善断面质量,那是办不到的,只能使切割断面质量变差。
过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割终端;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
数控火焰切割机预热处理是完成切割焰温度控制的为直接的方式,在目前国内多数数控火焰切割机设备的工作模式中,一般需要在控制系统上的时间设计来控制切割焰的温度高低,而传统火焰切割方式与数控技术相结合,使数控火焰切割机得到更为广泛的市场应用。在实际加工使用中,考虑到火焰切割的加工板厚差异较大,使很多企业无法准确把握不同材料及厚度情况下对数控火焰切割机的速度设置。


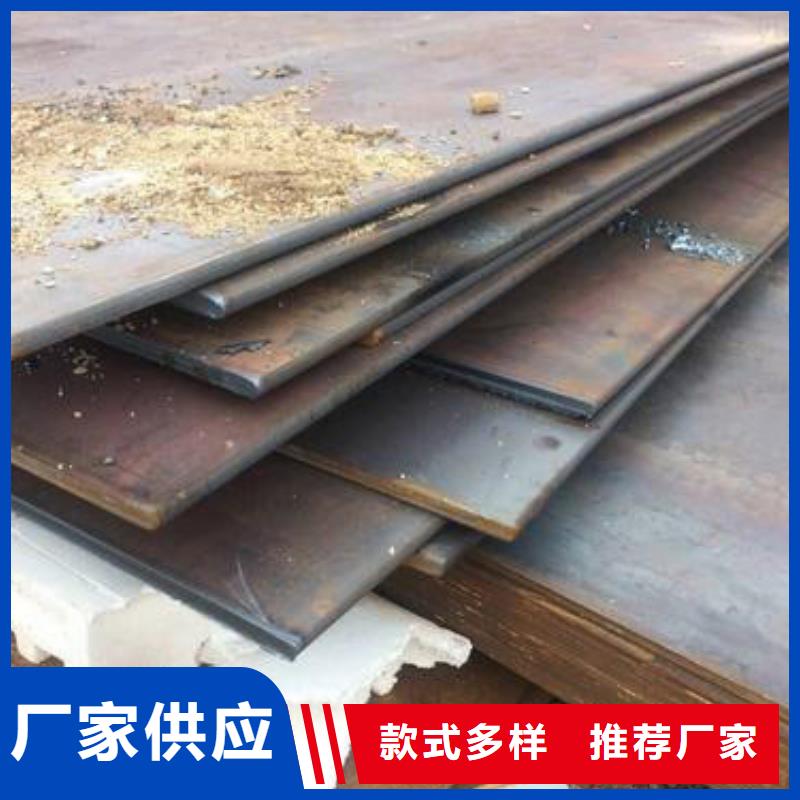
GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
GCR15中厚钢板用火焰切割费用比较低一些



聚贤丰汇金属材料有限公司是浙江湖州地区较早生产经营 浙江湖州锻造圆钢的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 浙江湖州锻造圆钢等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 浙江湖州锻造圆钢产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 浙江湖州锻造圆钢产品和服务。



