



对于定制201不锈钢复合管护栏_品牌厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:定制201不锈钢复合管护栏_品牌厂家的图文介绍
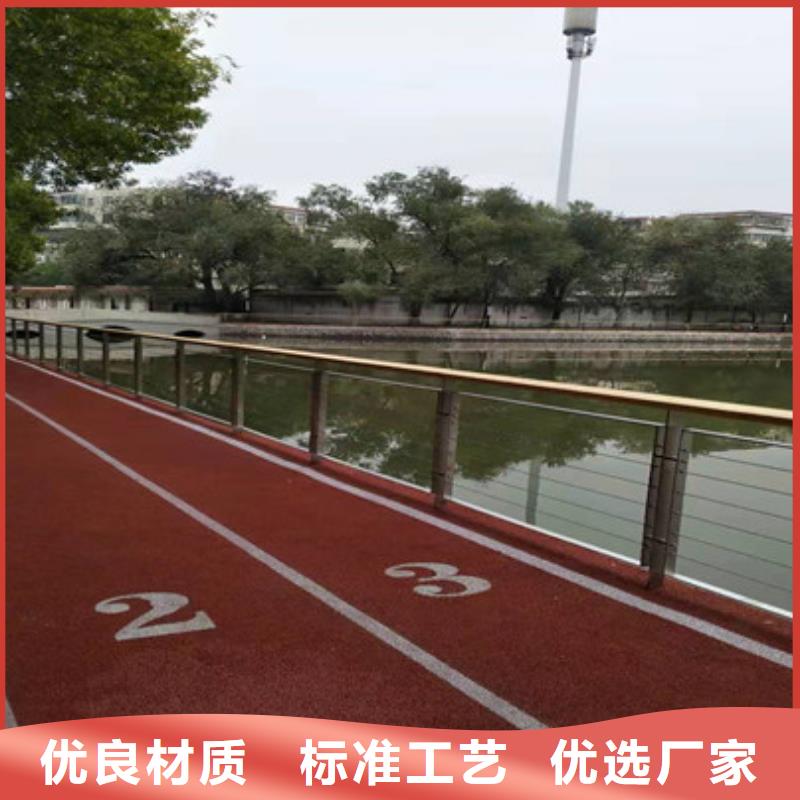
实用和美观是桥梁不锈钢复合管护栏的两大功能 一般的金属桥梁栏杆都是有可能出现锈蚀现象的,如果是不锈钢材料,可以进行定期清洗,直接用水就行,不锈钢怕的就是氯离子,特别是靠海的地方;如果是铁艺的,那就需要涂漆,油漆都是有使用年限的,时间长了就要进行维护,具体的时间还要看你的栏杆的油漆的氧化程度。 实用和美观是桥梁护栏的两大功能,随着材料和工艺的进步,满足栏杆的实用性要求已不成问题;与桥梁结构相配合、与周围环境相协调的栏杆,就犹如画龙点睛,使桥梁变得瑰丽多姿。如金水桥、玉带桥的雕栏,富丽华贵,高雅诱人;卢沟桥栏杆上形态各异的石狮子,妙趣横生,名闻遐迩。科学如此发达的今天,要求我们的桥梁建筑师继承和发扬传统的建筑艺术,把栏杆的景观功能发挥得淋漓尽致。首先,要求栏杆造型与桥型相适应。栏杆是桥梁总体构造的一部分,要对桥梁整体美观起到衬托和加强作用,因此栏杆造型要能够适应桥型,格调要一致。其次,栏杆和桥梁的造型需与周边环境协调统一。 桥梁是大自然中具有魅力的空间建筑物。“宏观决定成败,细节成就品质”, 21 世纪的桥梁护栏必将更加重视造型与艺术并重、与自然环境和人文环境和谐 地发展, 进而使我们的生活环境更加美好。 我们的桥梁建筑师需要不断深化对桥 梁栏杆造型艺术的认识, 将我国桥梁及栏杆设计的水平提升到新高度,使得其更 具有时代感和民族特色, 并更好的与周边环境融合在一起,实现人与自然的和谐发展。



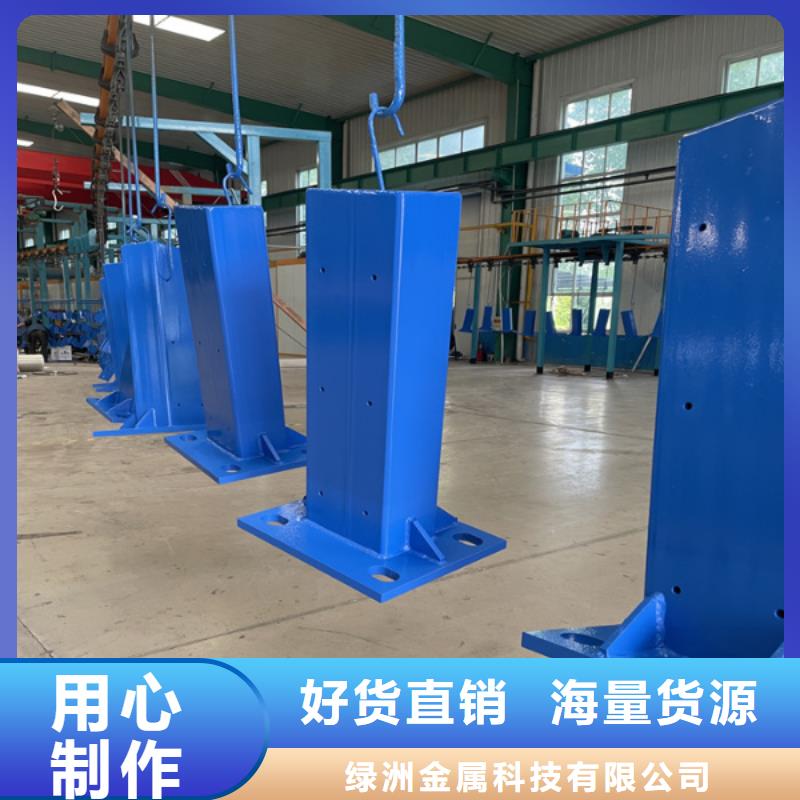
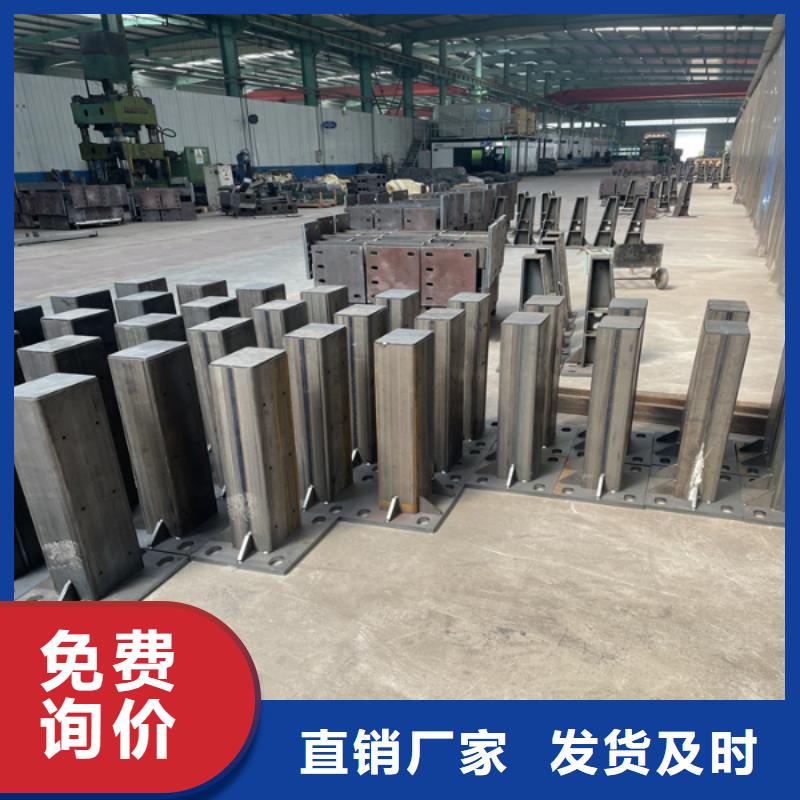
不锈钢复合管护栏的制造注意以下几点: 1、基材浇注 :立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。 2、立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度大尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。 3、钢筋焊接与图层 :钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前清除干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。不锈钢护栏由于不同材质、不同的造型、不同的颜色以及不同的样式,选择与周围的环境相互协调的护栏设计,可以起到美化桥梁、美化环境的作用。



安康绿洲金属科技有限公司全体员工以严谨求实的工作态度及诚信可靠的服务理念为客户提供 不锈钢护栏产品。 目前公司正以“科技强兵,质量强企”的指导思想研发更多 不锈钢护栏系列产品,公司以为客户提供各种型号与价位的多层次销售策略为思想,获得新老客户的认可,您的信任是我们不竭的进步动力。安康绿洲金属科技有限公司将以优良的 不锈钢护栏产品与服务答谢新老客户。


不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



