
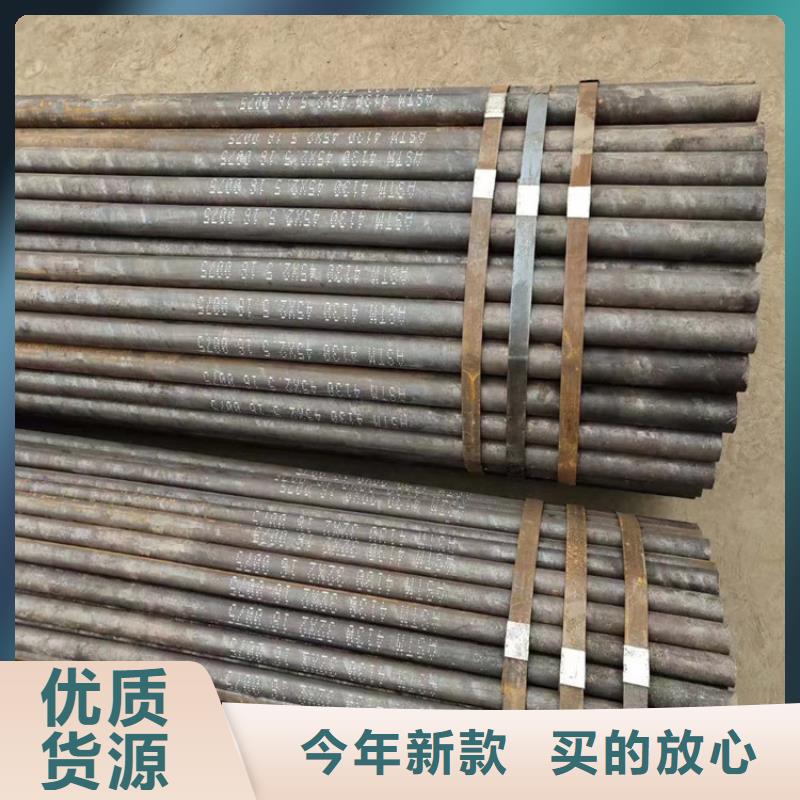

想一睹轴承管50mn生产产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受轴承管50mn生产产品的独特之处!
以下是:轴承管50mn生产的图文介绍

广顺物资 有限公司自成立以来,紧密依托大平台,按照“专业化、规范化、市场化”的经营原则,坚持“差异化竞争、精细化营销、专业化经营、集约化发展”的市场策略,拓展【青海海东汽车半轴管】业务,为客户提供、优质、的服务,与客户共同兴业、共同成长。


无缝方管工艺流程圆钢——管坯——检验——加热——穿孔——定径——热轧——平头——检验——酸洗——球型退火——冷拔——成型——齐口——检验方管重量计算公式:*壁厚*(边长-壁厚)*.以便明确热处理炉内qb无缝钢管热传导测算的标准,现阶段的温度测量方式关键有拖偶实验和“飞机黑匣子”实验。在其中,拖偶实验是在板坯上打孔,埋進热电阻,电偶随板坯掺烧,测量板;坯加温全过程中温度测量点溫度随加温時间的转变,温度测量結果能用来剖析爐气溫度,加温時间与板坯溫度,转变的关联,另外能用来强度校核热处理炉内qb无缝钢管加温全过程热应力数值模拟的边界条件。“飞机黑匣子”实验是根据固定不动在板坯上的高溫温度记录仪评测和纪录板坯在热处理炉内的溫度转变及炉气溫度遍布,溫度数据息立即根据硬件配置插口读进电子计算机,并对数学分析模型开展认证,以算出操纵实体模型中的总括热吸收系数无缝钢管按机构可分类.(钛中添加铝和锡原素.钛中添加铝铬钼钒等铝合金原素.钛中添加铝和钒等原素.)钛金属具备抗压强度高而相对密度又小,物理性能好,.此外:钛金属的使用性能差,钻削生产加工艰难.在热处理中,很容易消化吸收氢气氮碳等残渣.也有抗磨性差,生产工艺流程繁杂.以钛为基添加别的元素组成的铝合金。钛的工业生产是年刚开始的。航天工业发展趋势的必须,使钛工业生产以均值每年约%的增速发展趋势。现阶段全球钛金属生产加工材总产量已达万余吨,钛金属型号近种。




无缝钢管焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2 mm以内,甚至0.1 mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。



