




如果你想要更深入地了解我们的球阀【阀门】厂家直销产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:球阀【阀门】厂家直销的图文介绍
远大阀门集团有限公司夯实的 湖北荆门远大阀门厂技术服务团队为您提供及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 湖北荆门远大阀门厂产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 湖北荆门远大阀门厂产品。


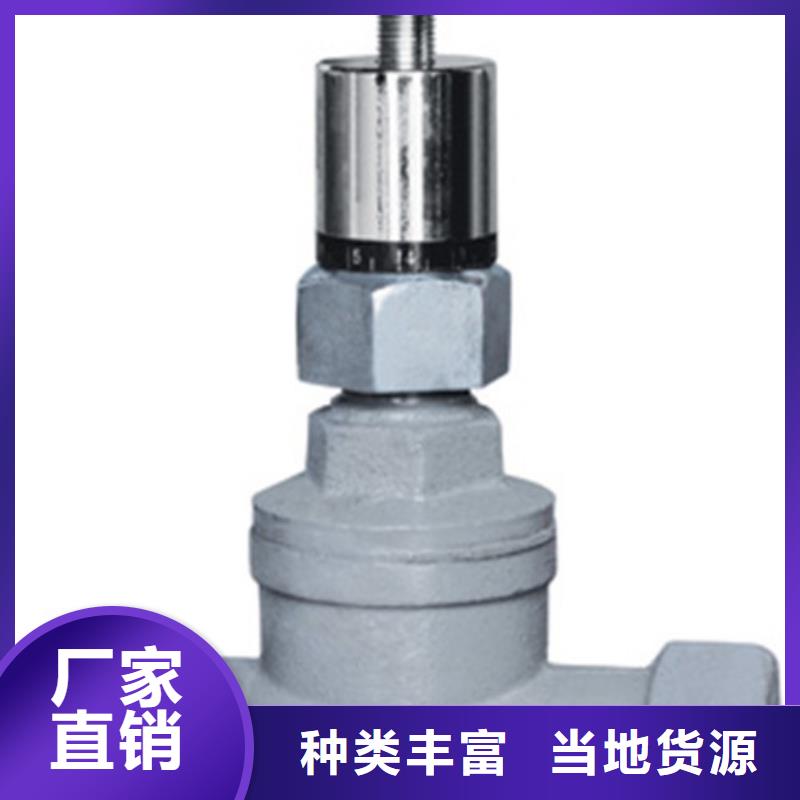
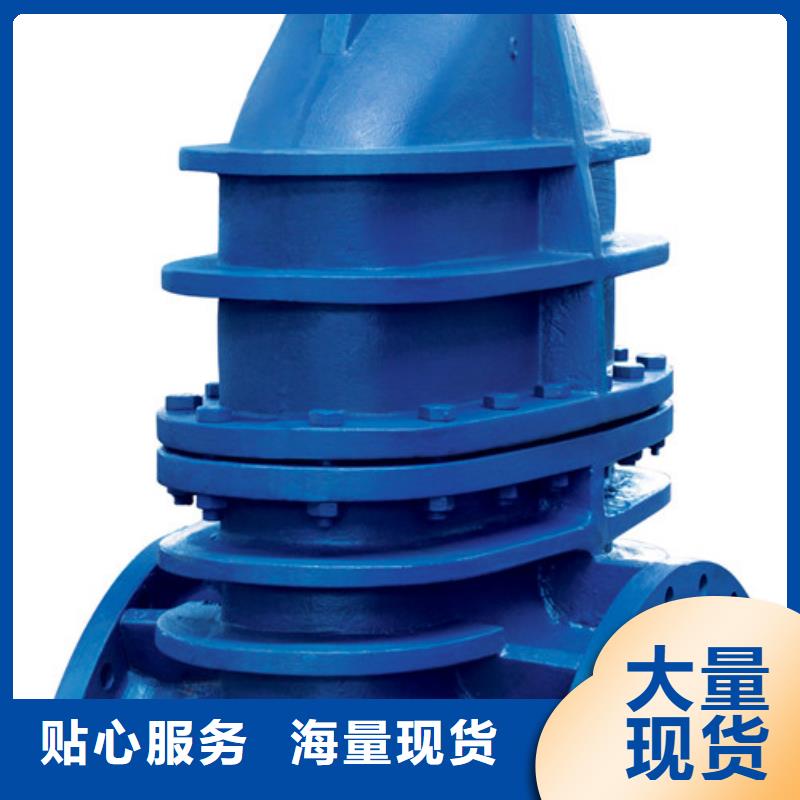
本类阀门在管道中一般应当水平安装。开启阀门时,当闸板高度等于阀门通径的1:1倍时,流体的通道畅通,但在运行时,此位置是无法的。实际使用时,是以阀杆的顶点作为标志,即开不动的位置,作为它的全开位置。 为考虑温度变化出现锁死现象,通常在开到顶点位置上,再倒回1/2-1圈,作为全开阀门的位置。因此,阀门的全开位置,按闸板的位置(即行程〉来确定。有的闸阀,阀杆螺母设在闸板上,手轮转动带动阀杆转动,而使闸板,这种阀门叫做杆闸阀或叫暗杆闸阀。 不锈钢闸阀行业研究:不锈钢闸阀行业环境概况根据PEST分析模型和行业研究经验,分析了不锈钢闸阀产业的和国内经济环境,分析了不锈钢闸阀产业的和相关支持趋势。对于企业、投资者、企业家来说,行业可以把握不锈钢闸阀行业的发展趋势和未来趋势做出判断,通过企业的努力来适应当前市场环境的变化,达到预期的目标。


ASTMA352/A352M2006中规定,重要补焊后的去应力或焊后热处理是强制要求。与A217/A217M相对应的行业标准JB/T5263-2005中将重要补焊定义为重缺陷。但事实上,除铸件毛坯可以再加热处理外,许多缺陷往往是在精加工过程中才发现的,已无法再热处理。 因此,生产实践中,通常是由有经验的持有压力容器焊接的焊工在现场用有效的方法解决。精加工后发现的缺陷补焊后,已无法做整体应力回火处理,一般可采用缺陷部位氧-火焰局部加热回火方法。采用大 割炬中性火焰来回摆动,将铸件加热到表面出现目视可见色(约740℃),保温(2min/mm,但不少于30min)。 应力处理后应立即在缺陷处盖上石棉板。珠光体钢阀门通径上的缺陷,补焊时还应在通径内腔填塞石棉板,使之缓冷。不锈钢铸件在补焊后一般不作处理,但应在通风处施焊,使补焊区快冷。在合同和条件许可下,应重做固溶化处理。




