


无缝钢管的价格生产销售产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:无缝钢管的价格生产销售的图文介绍
凯泰管业有限公司设备精良,以专业化生产保证 河北工字钢厂家产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 河北工字钢厂家科技的积累;
稳定源于我们对 河北工字钢厂家质量的坚定;
卓越源于我们对 河北工字钢厂家细节的执着;
形象源于我们对 河北工字钢厂家服务的认真!


冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的消费工艺流程前三步基本相同。不同之处从第四个步骤开端,圆管坯经打空后,要打头,退火。退火后要用特地的酸性液体中止酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,特地的热处置。热处置后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)中止内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要经过严厉的手工选择。钢管质检后,用油漆喷上编号、规格、消费批号等。并由吊车吊入仓库中。无缝管是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝管。碳素钢无缝管管壁工作温度不超越450℃,合金钢无缝管管壁工作温度超越450℃。汽车半轴套管用无缝管,是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝管。柴油机用高压油管,是制造柴油机放射系统高压管用的冷拔无缝管。液压和气动缸筒用精密内径无缝管,是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝管。
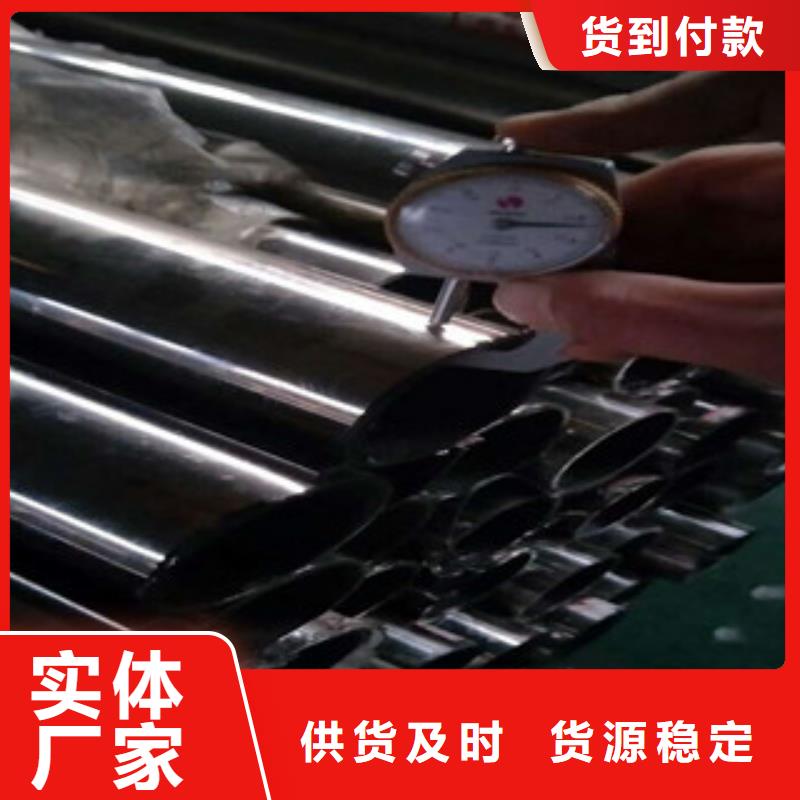
冷拔或冷轧精密无缝管,是用于机械结构、液压设备的尺寸精度高和表面光亮度好的冷拔或冷轧精密无缝管。选用精密无缝管制造机械结构或液压设备等。结构用不锈钢无缝管,是普遍用于化工、石油、轻纺、、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。流体保送用不锈钢无缝管,是用于保送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。异型无缝管是除了圆管以外的其他截面外形的无缝管的总称。
冷拔或冷轧精密无缝管,是用于机械结构、液压设备的尺寸精度高和表面光亮度好的冷拔或冷轧精密无缝管。选用精密无缝管制造机械结构或液压设备等。结构用不锈钢无缝管,是普遍用于化工、石油、轻纺、、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。流体保送用不锈钢无缝管,是用于保送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝管。异型无缝管是除了圆管以外的其他截面外形的无缝管的总称。



结构无缝钢管工件在加热和冷却过程中,由于表层和心部的冷却速度和时间的不分歧,构成温差,就会招致体积收缩和收缩不均而产生应力,即热应力。在热应力的作用下,由于表层开端温度低于心部,收缩也大于心部而使心部受拉,当冷却终了时,由于心部 冷却体积收缩不能自由中止而使表层受压心部受拉。即在热应力的作用下终使工件表层受压而心部受拉。这种现象遭到冷却速度,结构无缝钢管成分和热处置工艺等要素的影响。
无缝管有热镀锌和电镀锌两大类。热镀锌有湿法、干法、铅锌法、氧化恢复法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面进步镀锌质量。现消费中主要采用干法和氧化恢复法,其特性见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀才干;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法。
无缝钢管行业依托数量增长阶段曾经过去。今后10-15年时间内,中国无缝钢管需求将会维持在6-7亿吨的水平。当前无缝钢管库存量过大,影响后期行业的利润,而且在大范围刺激没有出台的情况下,近无缝钢管钢企的生存是很困难。另外,固然近是无缝钢管业困难的时期之一,但是加快行业调整,完成无缝钢管行业整体的一个升级的外部环境曾经基本构成。
无缝管有热镀锌和电镀锌两大类。热镀锌有湿法、干法、铅锌法、氧化恢复法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面进步镀锌质量。现消费中主要采用干法和氧化恢复法,其特性见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀才干;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法。
无缝钢管行业依托数量增长阶段曾经过去。今后10-15年时间内,中国无缝钢管需求将会维持在6-7亿吨的水平。当前无缝钢管库存量过大,影响后期行业的利润,而且在大范围刺激没有出台的情况下,近无缝钢管钢企的生存是很困难。另外,固然近是无缝钢管业困难的时期之一,但是加快行业调整,完成无缝钢管行业整体的一个升级的外部环境曾经基本构成。



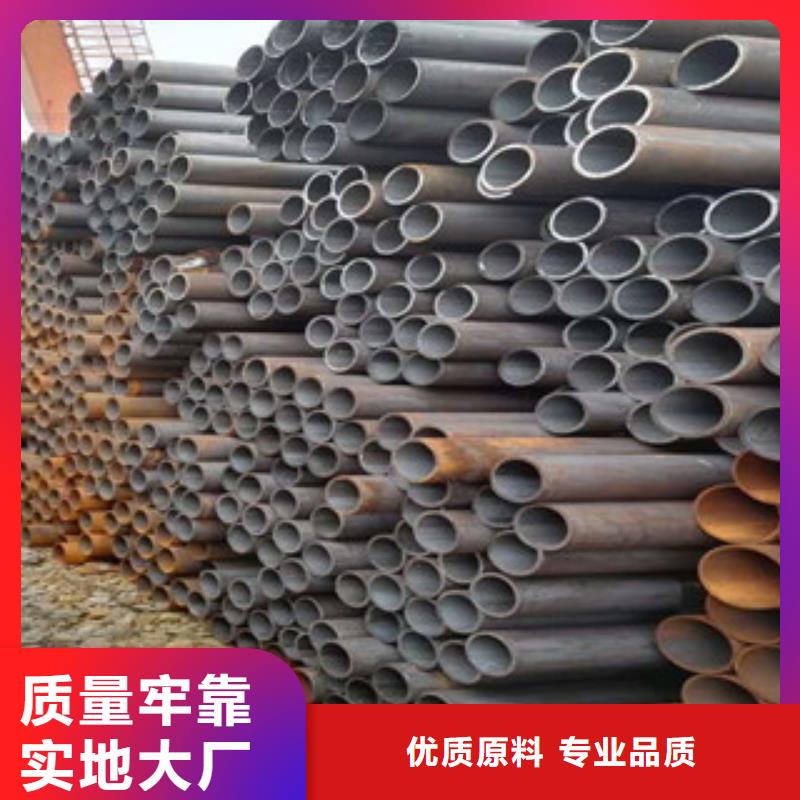
由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据消费方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面外形,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、带翅管多种复杂外形。大直径达650mm,小直径为0.3mm。根据用途不同,有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。
沿其横截面的周边上无接缝的钢管。根据消费方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规则。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为普通用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。
沿其横截面的周边上无接缝的钢管。根据消费方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规则。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为普通用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。



热轧无缝钢管的交货状态普通是热轧状态经过热处置后中止交货。热轧无缝钢管在经过质检后要经过工作人员的严厉的手工选择,在质检后要中止表面涂油,然后紧接着是多次的冷拔实验,热轧处置后要中止穿孔的实验,假定穿孔扩径过大就要中止矫直矫正。在矫直后再由传送装置传送到探伤机中止探伤实验, 贴上标签、中止规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试(或探伤)→标志→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
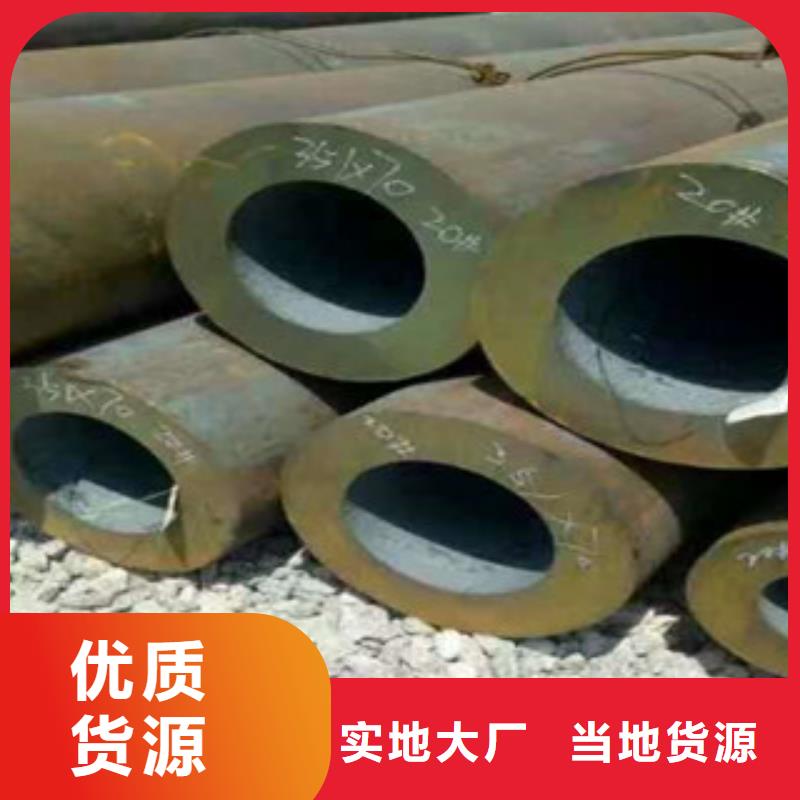
热轧无缝管外径普通大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。普通用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi,45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体保送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。普通用无缝钢管要保证强度和压扁实验。热轧钢管以热轧状态或热处置状态交货;冷轧以热处置状态交货。
质量央求:钢的化学成分:钢的化学成分是影响无缝钢管性能主要的要素之一,也是制定轧管工艺参数和钢管热处置工艺参数的主要依据。合金元素:有意参与,根据用途,剩余元素:炼钢带入,恰当控制。有害元素:严厉控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:进步钢中化学成分的均匀性和钢的纯真度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外形,钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许倾向δ=(D-Di)/Di×D: 或小外径mmDi:名义外径mm
钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试(或探伤)→标志→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径普通大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。普通用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi,45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体保送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。普通用无缝钢管要保证强度和压扁实验。热轧钢管以热轧状态或热处置状态交货;冷轧以热处置状态交货。
质量央求:钢的化学成分:钢的化学成分是影响无缝钢管性能主要的要素之一,也是制定轧管工艺参数和钢管热处置工艺参数的主要依据。合金元素:有意参与,根据用途,剩余元素:炼钢带入,恰当控制。有害元素:严厉控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:进步钢中化学成分的均匀性和钢的纯真度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外形,钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许倾向δ=(D-Di)/Di×D: 或小外径mmDi:名义外径mm
钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关。
