





热贴法操作 这种方法是将胶板预热到50℃~60℃左右,然后用布或棉纱球依次抹压并赶出空气。这种方法的特点是压贴速度快、工具简单、操作环境好。
衬胶管道热硫化的好处:
硫化是丁基橡胶分子与硫化助剂发生化学反应的过程。硫化可使胶料从塑性变成高弹性的有机高聚物。硫化过程对弹性高聚物的性质有决定性的影响,特别是胶料的定伸应力、弹性、硬度、抗溶胀性和化学稳定性等有明显的变化,其他的物理化学性能也得到一定的改善,使橡胶制品具有实用价值。这种性能变化的大小主要与加入胶料中的硫化剂的选择和硫化条件有关。
丁基橡胶在整个硫化过程中可按其性能变化特征分为4个阶段:焦烧或硫化起步、欠硫化、正硫化和过硫化。丁基橡胶的硫化程度对衬里的质量有很大的影响,如硬质胶衬里在欠硫化时其抗冲击强度、抗撕裂性、耐磨耗性等都达到了较好的水平,但其拉伸强度、硬度和化学稳定性等较差;当处于正硫化阶段时胶料的大部分力学性能达到,取得的综合平衡;如若继续硫化而进入过硫化阶段,衬胶层往往发生“复原现象”,力学强度明显下降。对于任何橡胶来说,丁基橡胶分子链的交联和断链贯穿于整个硫化过程的始终。到了过硫化的阶段,如果交联仍占优势,则橡胶发硬;反之,如果断链超过交联,则橡胶变软。因此衬胶设备要求严格控制正硫化条件,以获得的衬胶层质量。实际生产中一般通过对胶料硫化过程中物理性能的检测,如胶料的硬度参数等,来判定和控制衬胶层的正硫化点。



衬胶管道的加工工艺:
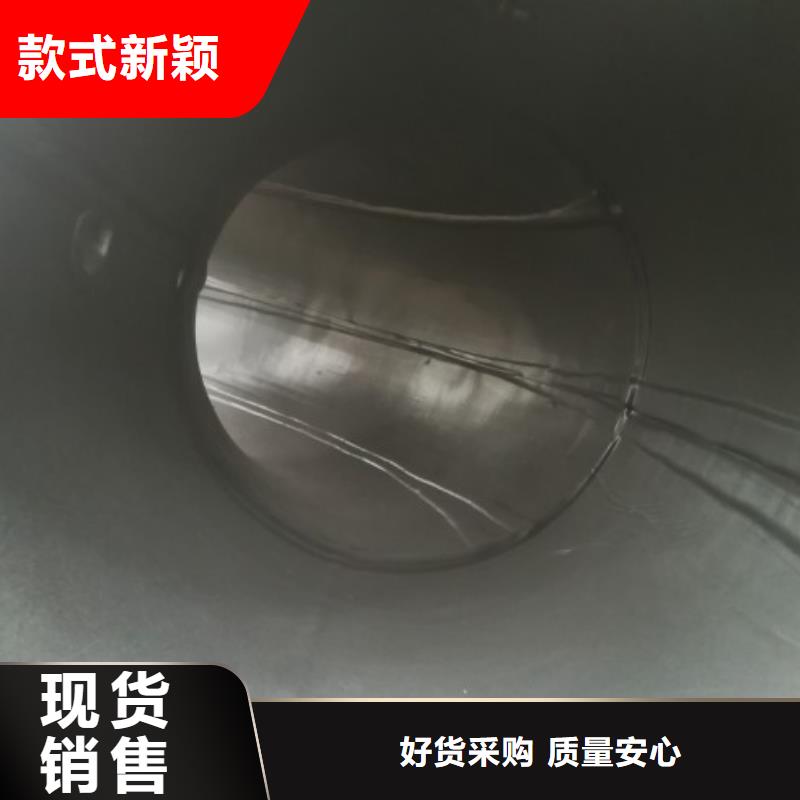
衬胶管道采用优质碳钢钢管,国标20号无缝钢管。外围为钢管,衬里为优质丁基胶。采用热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制:一方面通过外部条件使得橡胶达到硫化的目的。另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的。
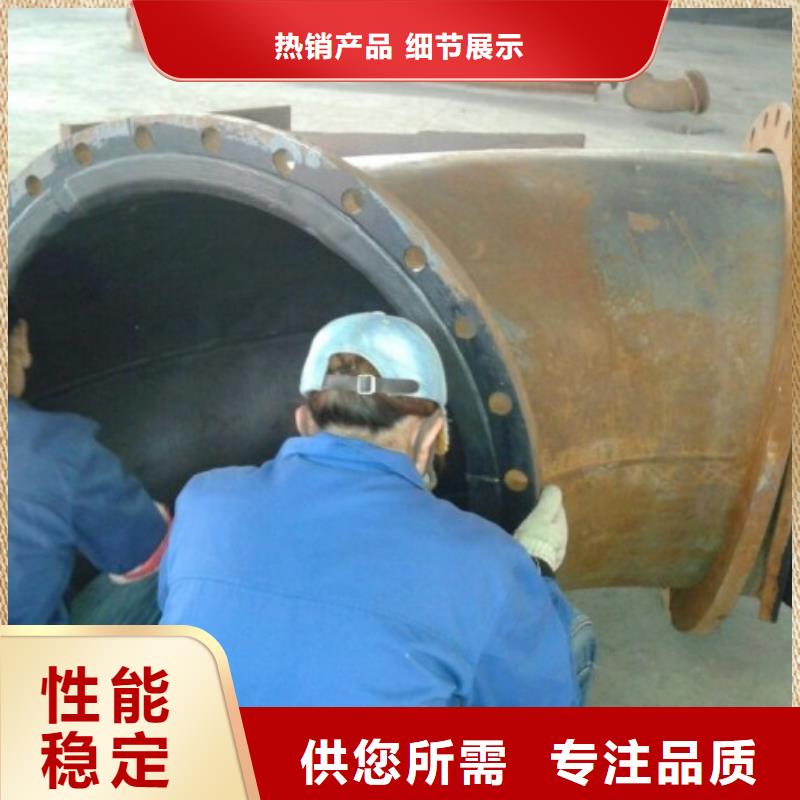
一:衬胶前管道要进行钢珠喷砂、喷砂要达到Sa2标准,焊接处的毛刺处理要达到圆滑过渡、钢体表面要平整。喷砂前应认真检查全部喷砂面有无油污,若有应用清洗剂清洗干净,对设备的管嘴、人孔等开口处应用胶合板和塑料布进行包扎、捆绑,以防砂子飞出伤人。喷砂应按下述进行施工:
二、彻底出去管体内的灰尘、并刷次胶浆。涂刷应厚度均匀,严密不漏。未涂胶浆前的合格喷砂面,施工人员严禁用手触摸或有用其它脏物去接触,以防污染。
三、配好第二次胶浆浓度在刷第二、三遍胶浆。
四、裁剪、按照设备、管道的大小进行裁剪下料并设计好搭边位置、在胶板上刷胶浆、要求均匀一致。
五、上下封头衬胶要达到三无、表面美观、多孔板衬胶要打到三无、表面美观、筒身及附件衬胶要达到三无、法兰面平整、表面光滑、配件及附件要达到三无、外表要美观平整。
六、管道直管、三通、弯头要达到三无外表平整光滑。

