




【新品发布,视频先行!】金口河汽车底盘电池回收好坏均可产品,等你来探!
以下是:金口河汽车底盘电池回收好坏均可的图文介绍

本发明涉及新能源材料锂电池资源化回收处理领域,尤其是一种锂电池回收处理的方法。背景技术:锂离子电池由于工作电压高、体积小、无记忆效应、自放电小、循环寿命长等优点,得到广泛的认可。随着2014年我国逐渐普及新能源车,其销量预计在2020年将达到200万辆。一般而言,当电池容量衰减到60~80%左右,便达到设计的使用寿命,急需进行替换,新能源车电池的有效寿命在4~6年左右,也就是说,在未来2年内必将迎来大规模的动力电池报废阶段。废弃锂离子电池中通常含钴5~15%、锂2~7%、镍0.5~2%,其回收再利用价值相对较高。另外,废弃锂离子电池中还含有六氟磷酸锂等有毒物质,会对环境和生态系统造成严重污染,钴、锰、铜等重金属通过积累作用也会由生物链危害人类自身,极具危害性。因此随着锂离子电池应用广泛性,对锂离子电池进行回收处理以减少对环境造成的污染、缓解资源匮乏等问题,具有重要的社会意义和经济意义。而如何回收率是值得研究的方向。技术实现要素:为了解决上述问题,本发明提出了一种锂电池回收处理的方法,以改善上述问题。为了实现上述目的,本发明采用如下技术方案:锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将步骤1)得到的悬浮液与无机酸、过氧化氢混合进行浸取,得酸化浸出液;3)将步骤2)得到的酸化浸出液进行沉积后,对其进行过来膜处理,后得到包含li+的溶液;步骤3)中的过滤膜处理的步骤具包括:过滤预处理、超滤处理、陶瓷纳滤、耐酸过滤处理;耐酸碱过滤处理的膜材料为陶瓷和/或高分子聚合物。经超滤处理分离颗粒的分子量大于500,粒径大于10nm;陶瓷纳滤以及酸碱过滤处理对沉积后的酸化浸出液进行分离、浓缩,旨在使所产水达到回收标准。步骤3)中过滤预处理包括除浊度、除悬浮物、降温和调ph。步骤3)中沉积为草酸法化学沉积和/或电沉积。步骤2)中无机酸为盐酸或或硝酸,不选用硫酸、磷酸是因为多元酸在后面采用纳滤处理时无法将锂和镍钴锰分开。无机酸的浓度为1~8mol/l。步骤2)中过氧化氢的浓度为1~10%。优选地,过氧化氢的浓度为2~4%。无机酸与过氧化氢的摩尔比为2.5~20:1。电沉积时,沉积条件为电流密度20~55ma/cm2,ph=1.5~5.5,温度35~60℃。步骤2)中在浸取的搅拌时间为0.5~12h,转速为50~400r/min。本发明提供的上述回收处理方法可用于正极材料为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等的锂电池回收,因此悬浮物溶液的正极材料成分为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等。与现有技术相比,本发明的有益效果在于:本发明回收处理系统采用先进的综合回收工艺将废旧锂电池材料从分离、浓缩、到提纯,并利用化学沉淀/电沉积和耐酸碱的纳滤/反渗透膜处理,将废旧锂电池进行了充分的资源化回收处理。本发明的陶瓷纳滤具有高抗污、高耐压、耐油、耐酸碱、耐有机溶剂等优势,同时结合耐酸碱过滤的高耐酸/碱特种膜,具有明显的应用优势,可避免重复调ph值。本发明的锂电池回收处理方法的资源回收率可达99%,产物成分纯净;同时很大程度上降低了能耗,环保效益明显;本发明的锂电池回收处理方法易于控制、操作简单;经本发明的方法所产的水质可达到纯水的标准,有效地避免了大量水资源的浪费。附图说明图1为本发明锂电池回收处理方法的流程示意图。具体实施方式为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例1锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将步骤1)得到的悬浮液与1mol/l的hf、4%的h2o2混合并搅拌以进行浸取,搅拌时间为0.5h,转速为400r/min,得酸化浸出液;需要说明的是,实施例1-4中的加酸比例根据悬浮液中的阳离子量来确定,分子量计算确保将镍钴锰锂等全部浸出,并保证有3~10%的富裕量;另外,无机酸与双氧水的加入摩尔比为2.5:1。3)对酸化浸出液进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到包含li+的溶液,本实施例的回收率为92%。实施例2锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将悬浮液与8mol/l的、2%的h2o2混合并搅拌以进行浸取,搅拌时间为12h,转速为50r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为20:1。3)再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为91%。实施例3锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液5mol/l的盐酸、3%的h2o2混合并搅拌以进行浸取,搅拌时间为6h,转速为250r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为10:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度20ma/cm2,ph=5.5,温度35℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为99%。实施例4锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液与3mol/l的硝酸、2.2%的h2o2混合并搅拌以进行浸取,搅拌时间为8h,转速为320r/min,得酸化浸出液,酸与双氧水的加入摩尔比为7:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度55ma/cm2,ph=1.5,温度60℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为95%。实施例1-4步骤3)中除浊度、除悬浮物、降温和调节ph值的指标值详见表1:表1:本发明在预处理压滤、陶瓷纳滤处理后不需再一次进行浸取,浸出的目的是将金属氧化物转化成离子,成为离子状态后都不需要再浸取。以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。


依照BCI手册58页说:“电池回收的本质是化学类器材,它的充电特性常常是由电池自身化学变化而改变的。例如,硫酸盐应是正常的化学反应生成物,但在非正常状态下,它变成多余物质而成为影响化学反应的主要问题,而这些多余的硫酸盐在极板上不断堆积,又长期被忽略。另外,新电池如存放时间过长,也会出现这种状态。当电池严重盐化时,就不能接受发电机对它的快而满的补充电。同样,也不能作满意的放电。随着盐化加剧,终因电池不能接受充电和放电而失效。”第56页上说:“充电电压是受温度和电解液浓度、电解液接触极板的面积、电池的年限、电解液纯度等因素影响。极板上的盐化结晶很硬,使内阻增大。” 超过80%的电池是因为这些盐化晶体堆积而引起失效。这些晶体形成的速度、面积及硬度是与时间、电池充电状态、能量储备的使用周期有紧密关



泽兴柴油发电机租赁厂家有限公司是一家专门从事 四川乐山发电机回收生产与销售的厂家,公司坐落于经济开发区工业园,公司主要产品为 四川乐山发电机回收,公司周边交通方便、有着较好的生产经营优势。我厂一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,我厂在各界友朋们的大力支持下取得了骄人的成绩。在社会分工越来越细、市场竞争愈趋激烈的今天,我们凭借专业、服务、信誉以及质优价廉的产品,在全国各地朋友的支持下取得了长足发展。在坚持品行于良、信誉至金的经营理念指导下,相信我们必定能够与各地朋友共同长远发展!我厂始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品,力争做中国的注浆管供应商。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!


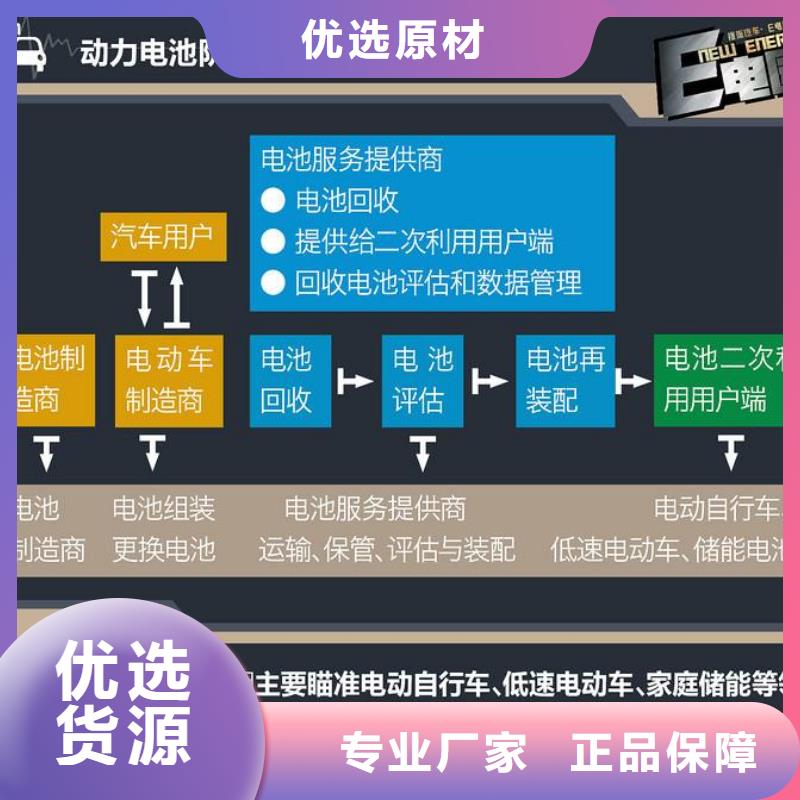
中国汽车技术研究中心数据显示,2020 年国内累计退役的动力电池市场规模达到100亿元。而机构预计,基于保守假设,若未来各类材料价格每年在2021年基础上2%,则对于2030年动力电池回收总规模将达1074.3亿元。 据招商证券研报的分析,如果按照动力电池4-6年的使用寿命来测算,2014年生产的动力电池在2018年开始批量进入退役期,预计从2021年开始我国将迎来 批动力电池退役高峰期。 如果基于动力电池4-6年的使用寿命和目前新能源汽车销量增速来看,业内预计到2025年后,每年退役电池数量增长将超百万量级。去年3月份,“加快建设动力电池回收利用体系”出现在2021年的政府工作报告中,这是有关“动力电池回收”的话题首次登上政府工作报告。 在政策和市场前景的双重驱动下,大量企业涌入电池回收行业。数据显示,2020年是动力电池回收企业注册量的高峰期,全年新增2579家,同比增长253.3%;2021年上半年新注册了9435家,同比增长2611.2%。



