





对于实地测试钢筋笼盘丝机产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:实地测试钢筋笼盘丝机的图文介绍
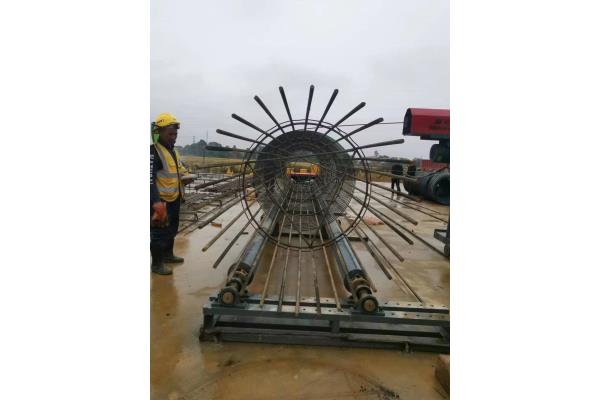
华尔网钢筋笼绕筋机主筋上料 预先将主筋下料,对焊或套筒连接成图纸所需长度,然后吊放于主筋储料架上,以备用; 主筋储料架,适合储存9M/12M/18M/22M的钢筋;整体采用H型钢焊接组装而成;并采用分断式结构,间隔2米/个;便于拆装和运输。 第二步: 盘筋上料 将盘筋吊于放线架上,载重2T,1.7M,立柱可定制成伸缩型。 第三步: 主筋穿丝并加紧 工人将主筋抖落分布于分料盘的圆周上;同时,穿入固定盘和移动盘环形模板的导管内;并在移动盘的导管内用螺栓夹紧。 分料盘系统由多个分料盘组成,与固定盘相连,并可跟随同步旋转运动;端部的辊轮,可减少旋转阻力。 夹紧时,注意每根主筋的错位长度,通常是1M左右。 第四步:盘筋穿丝并缠绕固 焊接机械手(价格另计),焊接速度为40-60点/分钟) 第六步:钢筋笼与旋转盘分离 切断绕筋:移动盘前移,钢筋笼与固定盘分离;松开主筋与移动盘导管的螺栓;移动盘前移,钢筋笼与移动盘分离。 第七步: 卸笼,降下液压支撑 卸笼,行吊或人推滚下。 在整个焊接过程中,为防止钢筋笼因自重而变形,需配置多个液压支撑装置。 专门设计的液压站,采用国内通用的液压组件,持久耐用,具有互换性。 第八步: 移动盘复位,准备下一个生产循环钢筋笼滚焊机,全自动钢筋笼滚焊机



此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
自动钢筋笼绕筋机专业高铁机械编辑摘要钢筋笼滚焊机是一种数控加工钢筋笼的设备钢筋笼滚焊机运行中工作原理依照施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中开展固定,把盘筋(绕筋)端头先焊接在一根主筋上,之后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时实施焊接,
自动钢筋笼绕筋机专业高铁机械编辑摘要钢筋笼滚焊机是一种数控加工钢筋笼的设备钢筋笼滚焊机运行中工作原理依照施工要求,钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中开展固定,把盘筋(绕筋)端头先焊接在一根主筋上,之后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时实施焊接,



建贸机械 有限公司生产的 贵州安顺钢筋冷挤压机,质优价廉,品质值得信赖!更新 贵州安顺钢筋冷挤压机介绍向下拉!


在外观经检查合格的每批钢筋中任选两根钢筋,在其上截取1组试样,每组试样各制试件,分别做拉伸(含抗拉强度、屈服点、伸长率)和冷弯试验,当试样中有1个试验项目不符合要求时,应另取2倍数量的试件对不合格项目做第二次试验。当仍有1根试件不合格时,则该批钢筋应判为不合格。
对进场钢筋,做拉伸(抗拉强度、屈服点、伸长率)和冷弯试验,并报检。
钢筋的级别、直径是否与设计相符,查验出厂证明书及复试报告单是否符合有关标准要求。
钢筋加工棚,对场地进行硬化,修整完排水系统,规划场地。钢筋笼制作及安装
钢筋笼制作
⑴钢筋笼在钢筋加工棚制作,以定尺钢筋长度为宜。主筋采用闪光对焊,主筋在制作前必须整直,没有局部的弯折。主筋的钢筋接头应相互错开,保证同一截面内的接头数目不超过主筋总数的50%,接头错开间距不小于35d(d为钢筋直径),且不得小于50cm。
⑵钢筋笼的焊接、绑扎必须牢固,应保证焊缝长度和饱满度。加劲筋接头采用双面搭接焊,焊缝长度为20cm。焊缝要求焊渣、焊缝饱满。在主筋下料时应考虑搭接长度,钢筋接头应满足上述第(1)中接头错开要求的规定。
⑷钢筋笼制作允许误差和检验方法应符合下表规定:
对进场钢筋,做拉伸(抗拉强度、屈服点、伸长率)和冷弯试验,并报检。
钢筋的级别、直径是否与设计相符,查验出厂证明书及复试报告单是否符合有关标准要求。
钢筋加工棚,对场地进行硬化,修整完排水系统,规划场地。钢筋笼制作及安装
钢筋笼制作
⑴钢筋笼在钢筋加工棚制作,以定尺钢筋长度为宜。主筋采用闪光对焊,主筋在制作前必须整直,没有局部的弯折。主筋的钢筋接头应相互错开,保证同一截面内的接头数目不超过主筋总数的50%,接头错开间距不小于35d(d为钢筋直径),且不得小于50cm。
⑵钢筋笼的焊接、绑扎必须牢固,应保证焊缝长度和饱满度。加劲筋接头采用双面搭接焊,焊缝长度为20cm。焊缝要求焊渣、焊缝饱满。在主筋下料时应考虑搭接长度,钢筋接头应满足上述第(1)中接头错开要求的规定。
⑷钢筋笼制作允许误差和检验方法应符合下表规定:



