


深入了解Q355B螺旋焊管720*12今日价格表产品,一部视频就够了,快来观看!
以下是:Q355B螺旋焊管720*12今日价格表的图文介绍
国耀宏业钢铁有限公司是一家经相关部门批准注册的企业,是一家经营、批发、加工各种 辽宁辽阳方管厂家为一体的公司,公司以“用心服务”为核心价值,凭着良好的信用、专业水平和不懈努力与多家企业建立了长期的合作关系。公司一直秉承以用户需求为核心,在专注本地市场开拓的同时,为企业及个人提供优质的服务,用心的服务赢得了众多企业的信赖和好评,在辽宁辽阳逐渐树立起公司良好品牌。公司不仅仅提供专业的服务,同时还建立了完善的售后服务体系。我们相信,通过我们的不断努力和追求,一定能够实现与您的互利共赢!


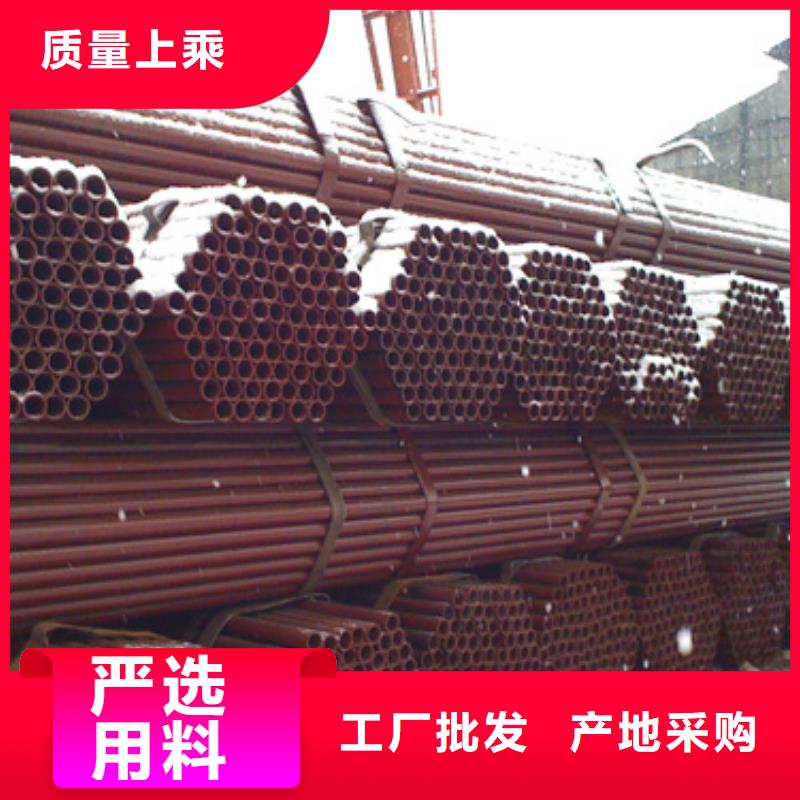
直缝焊管,用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。
直缝焊管标准 GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在4300每吨,而普通直缝焊管在4200左右。
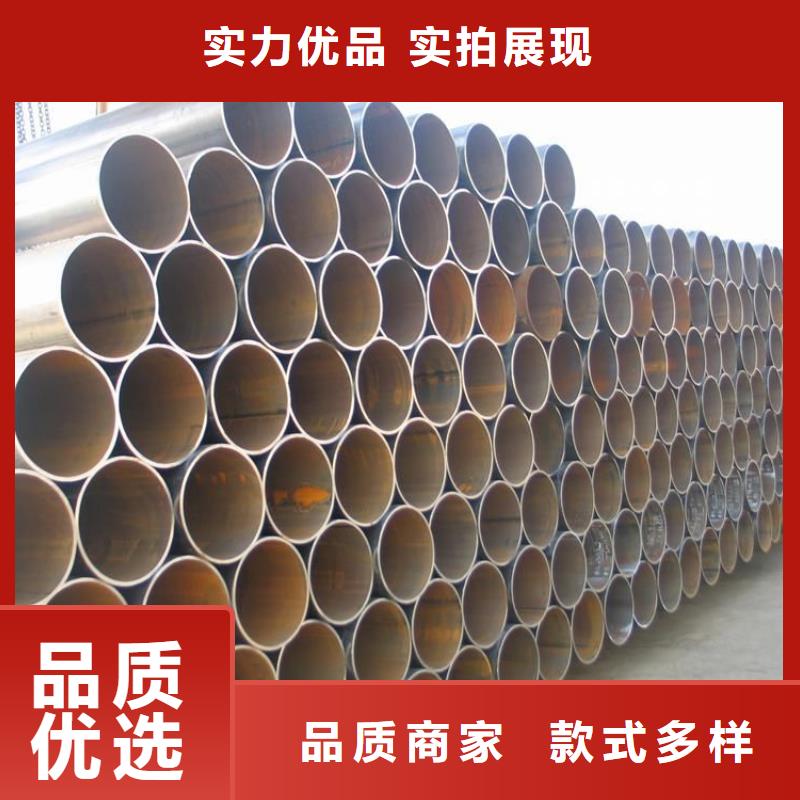
成型工艺编辑大口径直缝焊管主要生产流程说明:1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和。
[1] 检验方法编辑Q235B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q235B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。
当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。磁力检验磁力探伤只能发现磁性Q235B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q235B直缝焊管所产生的漏磁来发现缺陷的。
直缝焊管标准 GB/T3091-2008而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,当前低压流体管比普通直缝焊管价格高出一点(按当前的市场价来说,大概高出80元左右) 例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在4300每吨,而普通直缝焊管在4200左右。
成型工艺编辑大口径直缝焊管主要生产流程说明:1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和。
[1] 检验方法编辑Q235B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q235B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。
当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。磁力检验磁力探伤只能发现磁性Q235B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q235B直缝焊管所产生的漏磁来发现缺陷的。



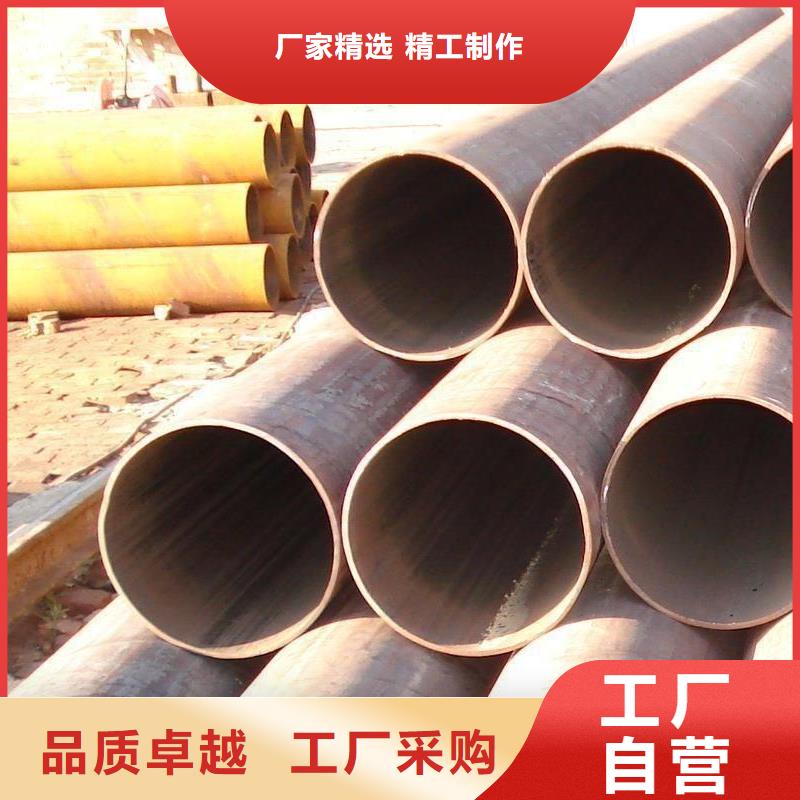
等离子切割烟尘等离子在切割工件过程中会产生大量的化金属蒸气、臭氧、氮氧化物烟尘,会严重污染周围环境。解决烟尘问题的关键是如何把等离子烟尘全部吸入到除尘设备中,从而防止空气污染。而对于螺旋焊管等离子切割,除尘的难点是:等离子枪的喷嘴在切割时空气同时向两个反方向吹出,从而使烟尘从螺旋钢管的两端冒出,而安装在螺旋钢管的一个方向的吸气口是很难将烟尘很好回收。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。
吸入口外围冷空气从机器空隙外进入吸入口且风量很大,使螺旋钢管内烟尘和冷空气的总量大于除尘器吸入的有效风量,从而切割烟尘彻底吸收变得不可能完成。由于切割部位距离除尘吸入口较远,到达吸入口处的风力难以抽动烟尘。
为此,吸尘罩的设计原则是:除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在螺旋钢管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入螺旋钢管,才能有效地将烟尘吸进除尘器。
在螺旋钢管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入螺旋钢管内部,在螺旋钢管内部空间形成一个负压将烟尘挡板安装在螺旋钢管内部随行小车上并置于等离子枪切割点大约500mm处,在螺旋钢管切断后停留一下,达到将烟尘全部吸收。
注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与螺旋钢管转动相互吻合,必须让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的大口径螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。



其中,金属中的大部分储能为晶格畸变应力,主要为管壁发生形化,钢管的抗拉强度会增加。同时,内层金属和万层金属分别受到压力和拉力的作用,会产生反向的塑性变形,进而发生包辛格效应,导致带钢的屈服强度下降。同时还要对螺旋焊管成形工艺进行合理设计,通常是采用弹复控制设计,这样可以有效实现对管坯弹复状态的控制,从而保证管坯的弹复状态达到设计要求。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。
对管坯弹复状态产生影响的主要因素是材料的屈服强度。比如在进行螺旋焊管结构设计的时候,我们可以通过在不同弹复条件下使用材料加工成合格的管坯,下面分别对通过对和小屈服条件进行控制来实现对管坯弹复状态的控制。
事实上,关于其的工艺设计可以利用完整的数学模形进行表达,使每个环节更加清晰的呈现出来。与此同时,对于现场工作的管理也提供管理便捷,且对于螺旋焊管的成形质量具有重要作用。此外关于螺旋焊管成形工艺的初步设计,在实际施工过程中需要根据原料减半的实际数据对初步设计进行修正,设计结果的准确度。
在焊管进行焊接工艺处理的过程中,根据实际情况不同,可以选用不同的焊接工艺方法。目前主要可以采用九种不同的焊接工艺,首先可以采用高频电阻焊,该焊接方法是利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,并在辊作用下溶合金属实现焊接。


