
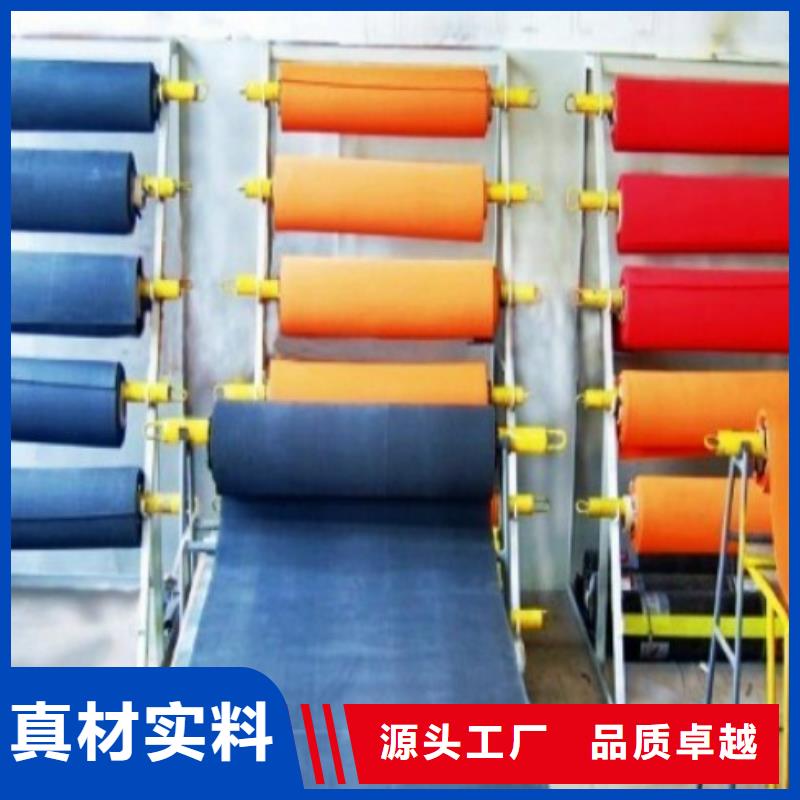





电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。


衬胶钢管和衬塑钢管的差别:
<1>使用期:因为硫化橡胶内衬管一般 由橡胶垫内接,要有钢筋搭接连接头,内衬塑料软管一次成形。因而,在一般的有机化学水运输和循环水处理中衬塑管道的特性更平稳,使用期更长;在碾磨物质的状况下,衬塑复合管更经久耐用。
<2>成本费:硫化橡胶内衬和里衬塑料软管因为原材料和制作工艺的不一样,在成本费上存有显著差别。在整体成本费层面,里衬塑料软管在里衬橡胶软管优点显著。



多年来 广西玉林钢衬塑管道产品销售与全国各地,客户满意是纵横机械制造有限公司评定产品质量的好高标准,持续向客户提供满意的产品是纵横机械制造有限公司永无止境的追求。


