


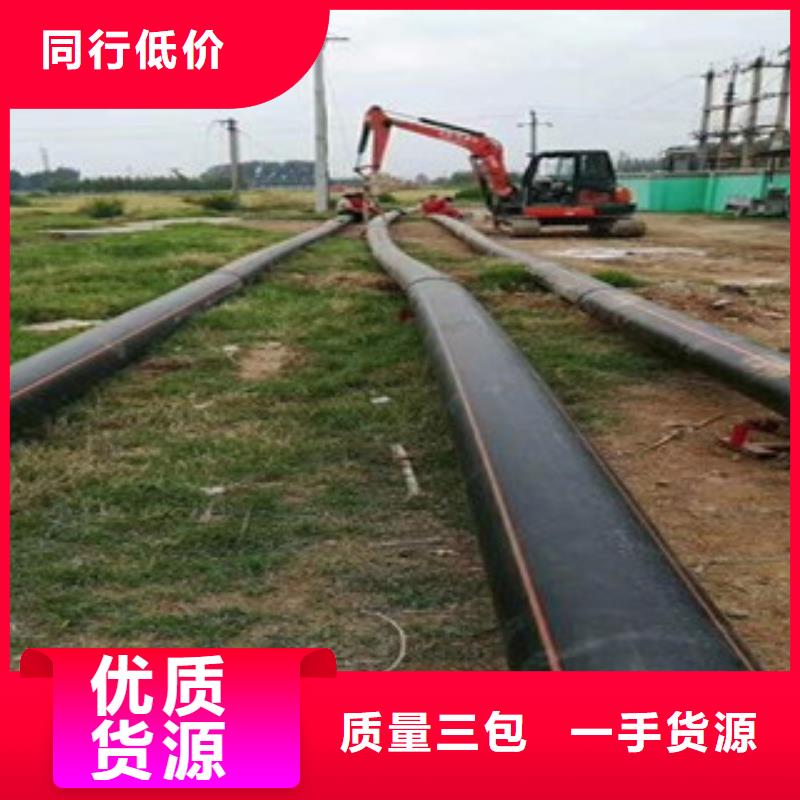
无需长篇大论,观看PE燃气管铺设需要条件施工方法视频,让你瞬间爱上我们的产品。
以下是:PE燃气管铺设需要条件施工方法的图文介绍
你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 甘肃定西PE钢带增强螺旋波纹管,感谢大家对我们的支持,为您制作好的 甘肃定西PE钢带增强螺旋波纹管产品是我们不懈的动力,多谢大家在百忙之中能够看到我们润星电力管材有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 甘肃定西PE钢带增强螺旋波纹管价格回报您们的信任,我们历经多年发展,在 甘肃定西PE钢带增强螺旋波纹管行业已有良好知名度。


PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。



PE燃气管厂家热熔对接应采用同厂家、同材质、同牌号的管材与管材,管材与管件之间,管件与管件之间连接。不同系列的聚乙烯管材不宜采用热熔对接连接。PE燃气管待连接件的段面应使用热熔对接连接工具加热。不同聚乙烯PE燃气管的管材、管件产品互焊时,宜通过机械加工使焊接处壁厚相同。PE燃气管管材、管件以及管道附件连接面上的污物应使用洁净棉布擦净,并铣削连接面,使其与轴线垂直,两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。错边不宜大于壁厚的10%。热熔连接工具的温度控制应,加热面温度分布应均匀。
加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。聚乙烯PE燃气管焊口质量检测方法:PE燃气管焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:PE燃气管厂家焊口卷边应均匀、圆滑、饱满,两边卷边尺寸相近。PE燃气管焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚。PE燃气管焊口切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。聚乙烯PE燃气管焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
恒泰PE燃气管生产设备采用聚乙烯管材挤出生产线,采用进口性能优异的北欧化工新一代北星双峰燃气管道专用料。PE燃气管性能特点,耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀,无泄露——PE采用电热熔连接,其接口强度高于管材本体。PE燃气管断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良。同时,生产线上设置有超声波扫描装置、米重测量控制系统、壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。PE燃气管厂家地上管路和管道井中的管路选用焊接,井下PE燃气管均选用法兰衔接。PE燃气管在安设前要进行防腐处理,地上管路和管道井中管路选用沥青防腐。
加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。聚乙烯PE燃气管焊口质量检测方法:PE燃气管焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:PE燃气管厂家焊口卷边应均匀、圆滑、饱满,两边卷边尺寸相近。PE燃气管焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚。PE燃气管焊口切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。聚乙烯PE燃气管焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
恒泰PE燃气管生产设备采用聚乙烯管材挤出生产线,采用进口性能优异的北欧化工新一代北星双峰燃气管道专用料。PE燃气管性能特点,耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀,无泄露——PE采用电热熔连接,其接口强度高于管材本体。PE燃气管断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良。同时,生产线上设置有超声波扫描装置、米重测量控制系统、壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。PE燃气管厂家地上管路和管道井中的管路选用焊接,井下PE燃气管均选用法兰衔接。PE燃气管在安设前要进行防腐处理,地上管路和管道井中管路选用沥青防腐。


PE管材生产初采用的生产工艺是溶液法,20世纪60年***发了环管反应器的粒子形成工艺,并实现了工业化生产。1998年,Phillips公司环管反应器工艺生产的HDPE生产能力已经占到世界HDPE总生产能力的34%。Phillips公司生产工艺中主要使用2种不同类型的催化剂,一种是铬基催化剂,另一种是有机金属催化剂。Phillips公司研究开发生产的\"双峰\"聚乙烯树脂催化剂体系,使用的则是含铬催化剂和含钛催化剂的混合物。UCC公司在20世纪70年代引入UniPol PE生产技术,到 1998年共在20多个 使用该项技术建立生产装置。使用 UniPol工艺技术可以生产全密度聚乙烯,密度 可达到0.965g/cm3,还可以生产宽分子量分布的产品,其中生产的挤塑级管用树脂牌号主要有DHDA-4022、DHD-4865、DGDB-2480、DPDA-2077、DPDA-4865、DGDB-3055以及DGDB-4865等,它们的熔体流动指数(MI)范围均在0.2-0.5g/10min,密度范围为0.942-0.960 g/cm3。UCC公司提供的高分子量HDPE产品主要用于煤气分配管、带压水管、油气生产用管、农业灌溉管以及污水管衬里等方面。UniPol工艺使用的催化剂有钛系催化剂和铬系催化剂2大类,采用不同类型的催化剂可生产出不同牌号的产品。比较国外先进pe管材生产技术,我们 已落后西方发达 50余年,但是随着中国经济的崛起和pe管材在各个领域的应用,相,pe管材和pe管件的市场会比国外发展速度更为迅速!
从管道的颜色上区分PE80级PE管材和PE100级混配料生产的聚乙烯管材方法,采用混配料生产的聚乙烯燃气管材,国际上通常是用黄色为PE80级,橘黄色为PE100级。如果是黑色管材,带有黄色条带的为PE80级,带有橘黄色条带的为PE100级。这样标识的目的更多的是为了方便使用以及今后维修时及时判断pe管材的材料等级。SDR是标准尺寸比,即公称外径与公称壁厚的比值。SDR越大,承压能力越低;反之SDR越小,承压能力越高。聚乙烯管材管端缩口问题是聚乙烯管材生产不可避免的,这是由于聚乙烯管材的生产是采用真空定径喷淋冷却法,在生产时靠管材内部的空气压力将管坯压在定径套上,管材外部喷淋冷却水,因此,管材的冷却由我外而内。由于管材环向上存在应力,并因为管材冷却而被束付,当管端锯切后,端口应力被释放出来,造成管端缩口。生产时应尽可能控制工艺,减轻缩口程度。因为较大的缩口会影响管材的热熔对接。
从管道的颜色上区分PE80级PE管材和PE100级混配料生产的聚乙烯管材方法,采用混配料生产的聚乙烯燃气管材,国际上通常是用黄色为PE80级,橘黄色为PE100级。如果是黑色管材,带有黄色条带的为PE80级,带有橘黄色条带的为PE100级。这样标识的目的更多的是为了方便使用以及今后维修时及时判断pe管材的材料等级。SDR是标准尺寸比,即公称外径与公称壁厚的比值。SDR越大,承压能力越低;反之SDR越小,承压能力越高。聚乙烯管材管端缩口问题是聚乙烯管材生产不可避免的,这是由于聚乙烯管材的生产是采用真空定径喷淋冷却法,在生产时靠管材内部的空气压力将管坯压在定径套上,管材外部喷淋冷却水,因此,管材的冷却由我外而内。由于管材环向上存在应力,并因为管材冷却而被束付,当管端锯切后,端口应力被释放出来,造成管端缩口。生产时应尽可能控制工艺,减轻缩口程度。因为较大的缩口会影响管材的热熔对接。



