


油缸管厂库存充足视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:油缸管厂库存充足的图文介绍
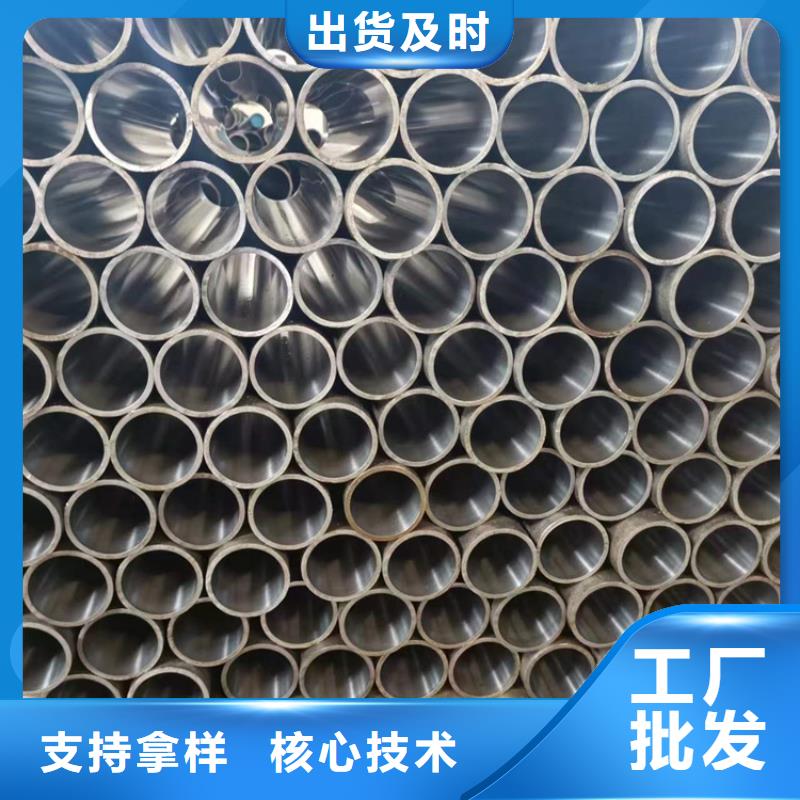
华尔网企业旺旺珩磨管绗磨管油缸管主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。


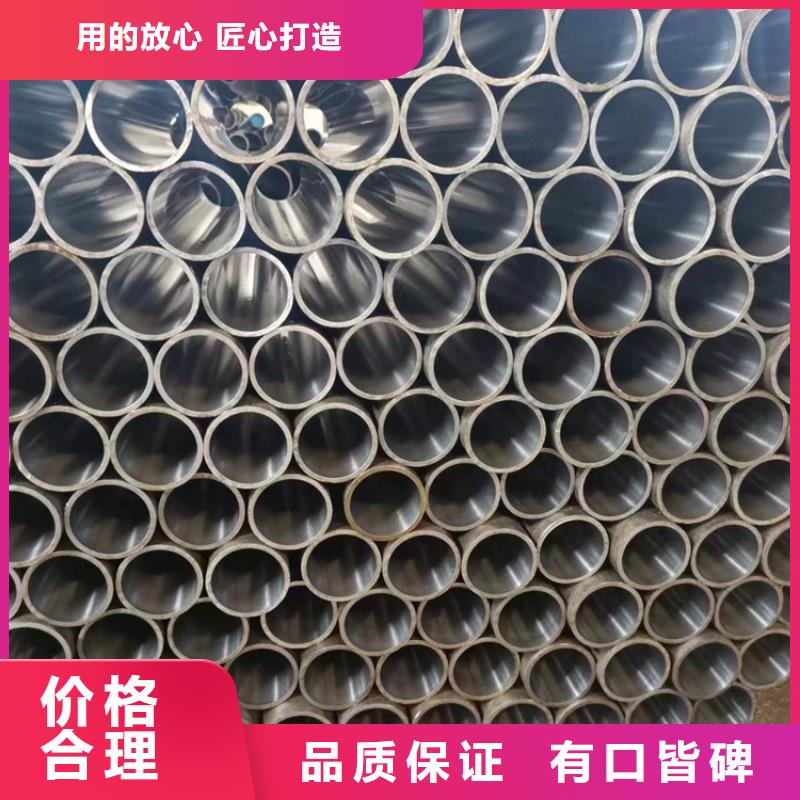
华尔网企业旺旺珩磨管绗磨管油缸管珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。



华尔网企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。



安达液压机械有限公司所生产的 浙江湖州珩磨管加工厂产品均为优良的原材料生产, 浙江湖州珩磨管加工厂产品质量过硬,产品齐全,并且接受加工定制。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。我们始终坚持‘以质量求生存、以信誉求发展’的宗旨,以专业的技术,专业的意识,争创专业的 浙江湖州珩磨管加工厂产品。以低的价格,为顾客创造很高的效益。我们以专业的服务,欢迎国内外客户来人、来电洽谈。


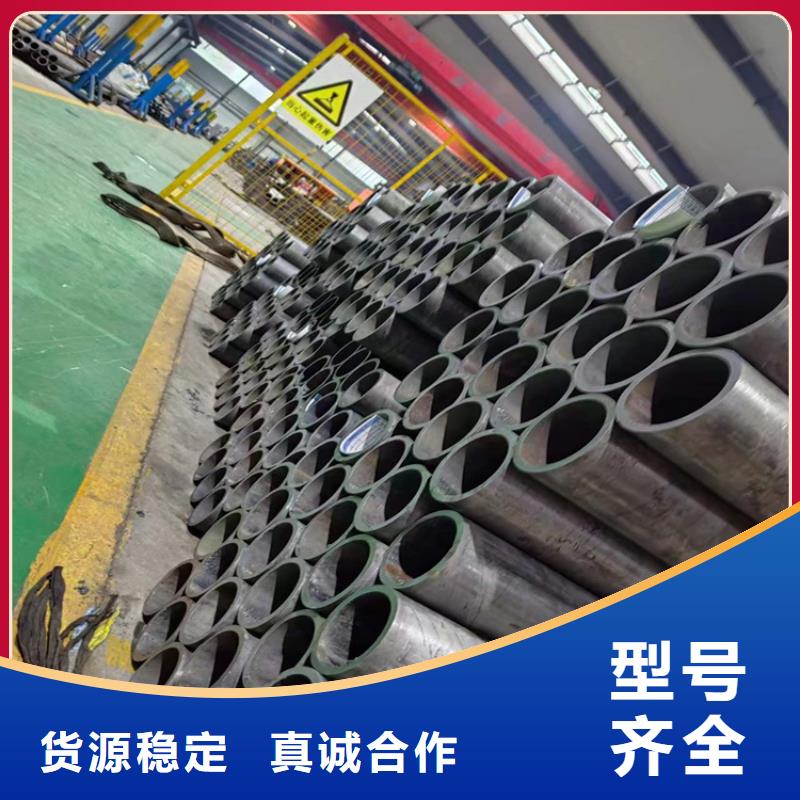
华尔网珩磨管油缸管绗磨管造成油缸管开裂的主要因素造成油缸管开裂的主要因素是什么?有以下几点:1、原材料选择:为了节约成本,一些油缸管制造商会选择小钢厂生产的圆钢进行加工,但这些小钢厂生产的圆钢会有大量的气泡和气体孔洞等后处理后,容易引起开裂。厂家采购,货源可靠证明书。2、热处理温度控制不到位:小型制造商没有专业的生产经验和技术。车间工人仅凭加热温度和持续时间无法保证钢管的热处理是否到位,热处理会影响钢管的力学性能改变但一般厂家对不同的钢种、厚度和机械性能有明确的指标,没有检测设备来判断管道是否满足客户的要求绩效指标珩磨管磨管



