


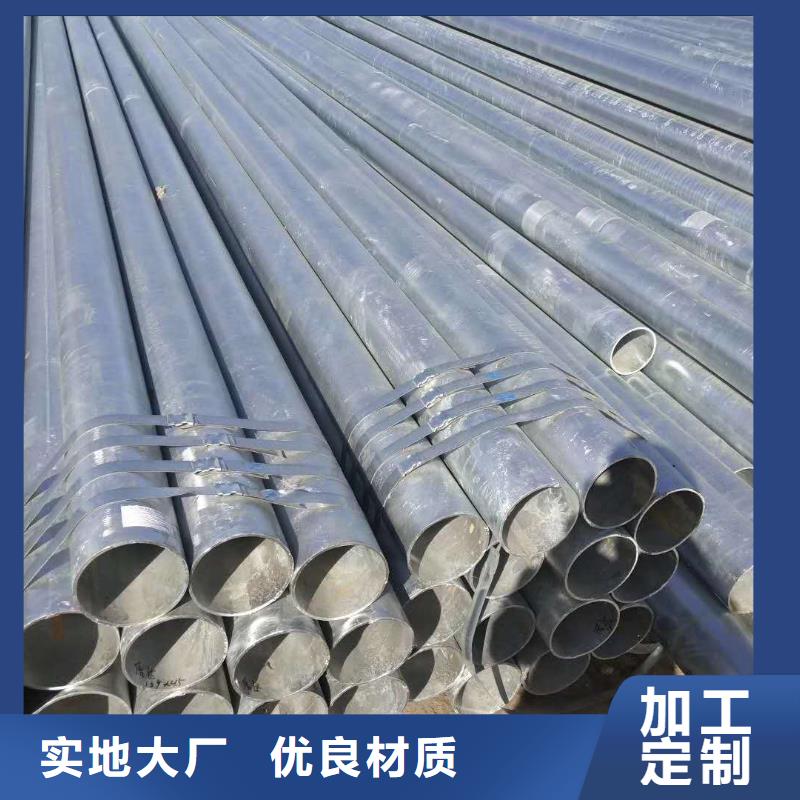




304不锈钢板表面质检方法和相关注意事项
304不锈钢板外表质量的好坏,主要决议于热处置后的酸洗工序,假如前一道热处置工序所构成的外表氧化皮厚,或组织不平均,则用酸洗并不能改善外表光亮度和平
均性。所以要充沛注重热处置的加热或热处置前的外表清算。
假如不锈钢板的外表氧化皮厚度不平均,厚的中央和薄的中央下面的基体金属外表光亮度也不同,面且酸洗时外表氧化皮的溶解与氧化皮附着部位的基体金属被酸的
腐蚀水平不同,所以,钢板外表就不平均。因而,在热处置加热时,必需使之平均地构成氧化皮。要到达这一请求,必需留意以下问题:
不锈钢板假如在加热时工件外表附着油,油附着部位的氧化皮厚度和其他局部的氧化皮厚度和组成就不同,而且会产生渗碳。氧化皮下基体金属被渗碳的局部将严重
地遭到酸的腐蚀。重油烧嘴超初熄灭时所喷出的油滴,若附着在工件上,影响也很大。操作大员的指纹附着在工件上时也会有影响。所以,澡作大员不要用手直接触摸不
锈钢件,不要使工件沾上新的油污。必需戴清洁的手套操作。
304不锈钢板工件外表如有冷加工时附着的光滑油等,必需在三氯乙烯脱脂剂、苛性钠溶液中充沛脱脂后再用温水清洗,然后再停止热处置。
不锈钢板假如外表有杂物,特别是有机物或灰附着工件上时,加热当然会对氧化皮有影响。
不锈钢板炉内氛围的差别炉内氛围在各部分的不同,氧化皮的构成一也会有变化,这也是形成酸洗后不平均的缘由。所以,在加热时,炉内各部位的氛围必需相同。
为此,也必需思索氛围的循环。
还有,构成加热工件所用台架的砖、石棉等,假如含有水分,在加热时,水分就要蒸发,直接接触水蒸气的局部与其他局部的氛围就会产生差别,氧化皮的构成当然
也就不同。因而,与加热工件直接接触的物体,必需经过充沛烘干才干运用。但是,烘干后如在常温下放置,在湿度高的状况下,水分仍会凝聚在工件外表上。所以,超
好是在运用前烘干。
304不锈钢板假如处置件的部分在热处置前有残存的氧化皮,加热后有氧化皮残存的部位和没有氧化皮的部位,会呈现氧化皮的厚度和成分上的差别,惹起酸洗后外表
不平均,所以不只要留意超终的热处置,而且也要充沛留意中间热处置和酸洗。
气休或油的火焰直接接触的不锈钢外表和没接触的中央所产生的氧化皮有差别。所以,在加热时必需使处置件不直接接触火焰口



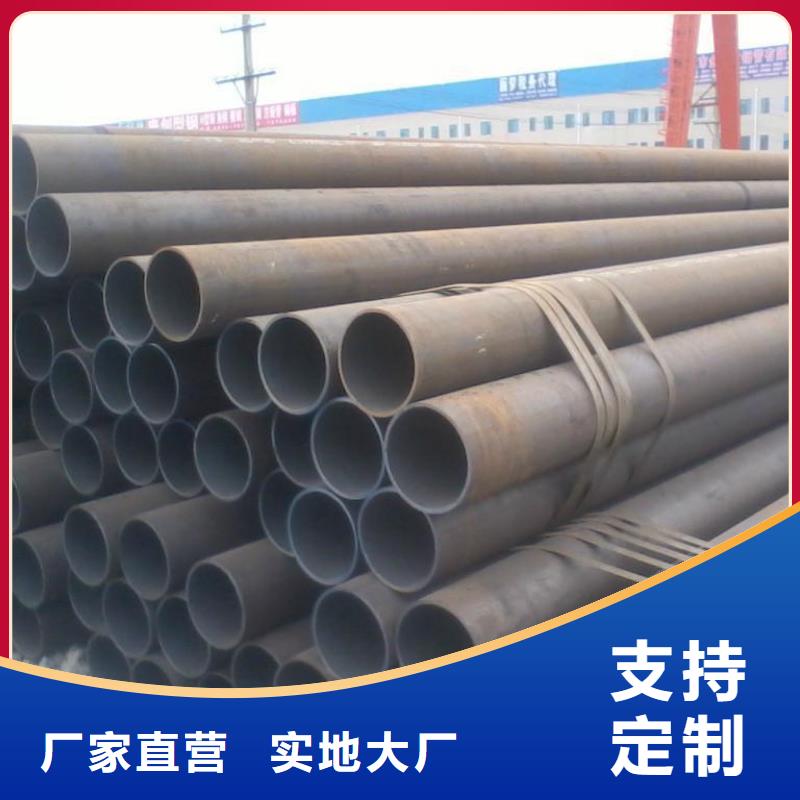
含碳量决定冷拔无缝钢管材质的钢号
冷拔无缝钢管低碳钢--含碳量一般小于0.25%,如10、20钢等;
冷拔无缝钢管中碳钢--含碳量一般在0.25~0.60%之间,如35、45钢等;
冷拔无缝钢管高碳钢--含碳量一般大于0.60%。此类钢一般不用于制造钢管。
实际上,冷拔无缝钢管之间的含碳量并没有明显的界限。
其硫(S)、磷(P)杂质元素含量一般控制在0.035%以下。若控制在 0.030%以下者叫高级优质钢,其牌号后面应加“A”,例如20A;若P控制在0.025%以下、S控制在0.020%以下时,称特级优质钢,其牌号后面应加“E”以示区别。对于由原料带入钢中的其他残余合金元素,如铬(Cr)、镍(Ni)、铜(Cu)等的冷拔无缝钢管含量一般控制在Cr≤0.25%、Ni≤0.30%、Cu≤0.25%。有的牌号锰(Mn)含量达到1.40%,称为锰钢。
“Q”是屈服的“屈”字的汉语拼音大写字头,其后数字为该牌号小屈服点(σs)值,其后的符号是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。
此类冷拔无缝钢管产量 ,用途很广,多轧制成板材、型材(圆、方、扁、工、槽、角等)及异型材以及制造焊接钢管。主要用于厂房、桥梁、船舶等建筑结构和一般输送流体用冷拔无缝钢管。此类冷拔无缝钢管一般不经热处理直接使用。



坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 黑龙江牡丹江冲压片产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 黑龙江牡丹江冲压片产品和优质的服务。


16MnDG无缝管的工作表面探究
如果所要求的**小产品规格要比250mm×100mm大得多,16MnDG无缝管些时玻璃厚度将上升为主要矛盾,为避免玻璃在高温下产生弯曲变形,则玻璃愈薄,辊距应愈小;玻璃被加热温度愈高,辊距也应愈小。此外,因为石英陶瓷辊在钢化电炉内不是单纯作为输送和承载构件而存在的,它同时也是作为蓄热和供热的元件而存在。当玻璃进入炉内,通过直接传导和辐射,石英陶瓷辊迅速将热量传给玻璃下表面,参与加热玻璃。
因而从热交换的角度来看,辊子中心距也是小一些为好。3辊子轴向伸缩量石英陶瓷辊随着钢化电炉的升温和降温,就要产生轴向膨胀伸长和收缩,因而通常辊子的支承由一端定位,另一端则可以自由伸缩,这一轴向伸缩量决定于石英陶瓷的膨胀系数和温差。由于石英陶瓷的膨胀系数要比耐热钢低得多,因而这一膨胀间隙虽然必须要预留,但其数值自然要比耐热钢小得多。在RT~700℃温度区间,石英陶瓷的膨胀系数约为0.5×10-6℃-1~0.6×10-6℃-1,而在此同一温度区间,25/20耐热钢的膨胀系数为17.14×10-6℃-1;可见在相同条件下,石英陶瓷的膨胀量仅为25/20耐热钢的约三十分之一。
辊子的支承结构辊子的支承结构和辊子的导热情况有着十分密切的关系。由于石英陶瓷的导热系数比较低,在钢化玻璃生产的温度条件下约为0.7W/(m/K);要比耐热钢的导热系数低得多,耐热钢在此温度条件下的导热系数约为25W(m/K),即石英陶瓷的导热系数仅为耐热钢的约三十五分之一。因此,石英陶瓷辊只要轴头的金属部分处于炉壁保温层内偏外一定距离的较低温度处,传至轴承的热量就十分有限。这和浮法退火窑耐热钢辊子的支承结构需要和炉壁保持一个相当距离的情况不同,可以利用炉体结构,将轴承布置在十分靠近炉壁的位置,轴承的温升也将十分有限,不会影响轴承的正常工作。
但有一点应该注意,尽管通过热传导作用传到钢轴头上的热量十分有限,不至于使钢轴头及轴承的温度升高,但当炉体与瓷辊之间密封不严时,从炉膛内辐射或对流传出的热量会使钢轴头温度升至二、三百度,导致钢轴头受热膨胀而脱落。因此,从这点来讲,钢轴头不宜紧靠炉壁,****能离开炉壁外壳10~15mm为佳。5辊子的工作表面在高温条件下石英陶瓷辊和玻璃接触,为了使玻璃的平整度和表面质量不受影响,对辊子的工作表面提出了很高的要求。可以分为两个方面:一方面是辊子的几何尺寸、形状和位置精度,反映在直径偏差、辊子中心对支承回转轴心的同轴度或辊面相对支承回转中心的径向跳动等。这方面目前国内能达到的精度与国外的同类产品相当;也与浮法******耐热钢辊的精度基本相当。另一方面,是辊子的表面粗糙度



