

想要知道DN100镀锌管工厂直销产品如何?看视频就知道!看视频,选产品更明智!
以下是:DN100镀锌管工厂直销的图文介绍


华尔网镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



华尔网镀锌管的硬度检测方法 华尔网镀锌钢管要进行力学性能测试。镀锌钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。 拉伸试验是将镀锌钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。20G高压锅炉管采用的锅炉受压元件用钢,一般在39公斤以下的锅炉应用,为了在较高压力下使用,往往都把受热面管设计的很厚。为了减少热阻和节省钢材,保证较高或高压锅炉用钢的性,同时也为了降低用钢量,普遍采用的是16MnG.同时也有添加稀土、镁等金属和非金属材料的特殊钢材。这样会提高锅炉用钢的性能,减少钢材的耗量,同时也降低了热阻。拉伸试验是金属材料基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。 硬度试验是将一个硬质压头按规定条件缓慢压入试样表面、然后测试压痕深度或尺寸,以此确定材料硬度的大小。硬度试验是材料力学性能试验中简单、迅速、易于实施的方法。硬度试验是非破坏性的,材料硬度值与抗拉强度值之间有近似的换算关系。材料的硬度值可以换算成抗拉强度值,这一点具有很大的实用意义。



鹏鑫钢铁有限公司服务优势
售前的【重庆镀锌钢管厂】服务团队,为客户提供售前产品咨询服务和售后【重庆镀锌钢管厂】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【重庆镀锌钢管厂】产品设计。
售后完善的售后服务,公司成立10多人的【重庆镀锌钢管厂】售后团队服务覆盖全国各地。


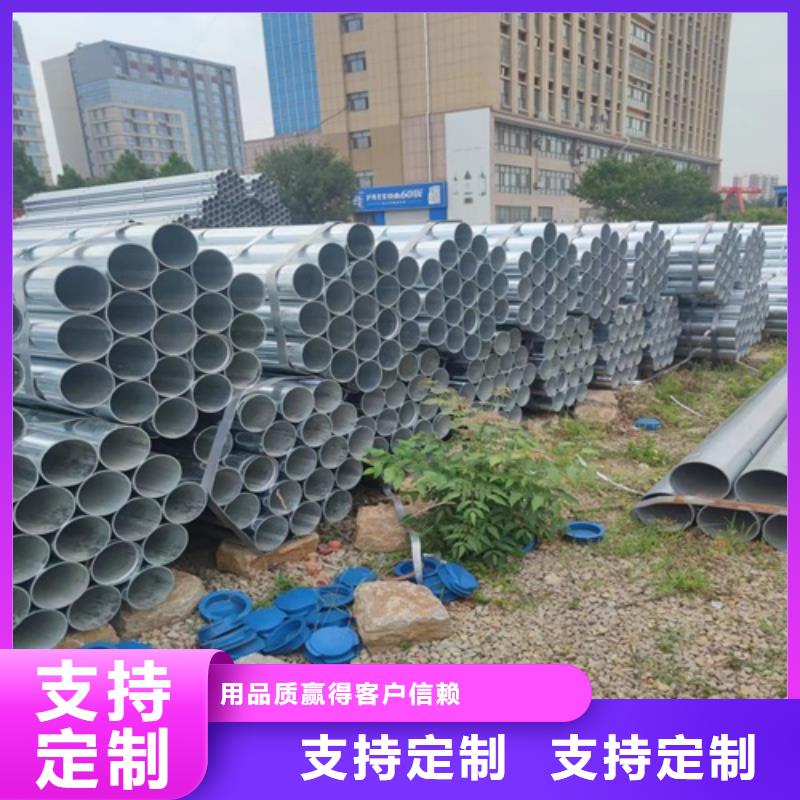
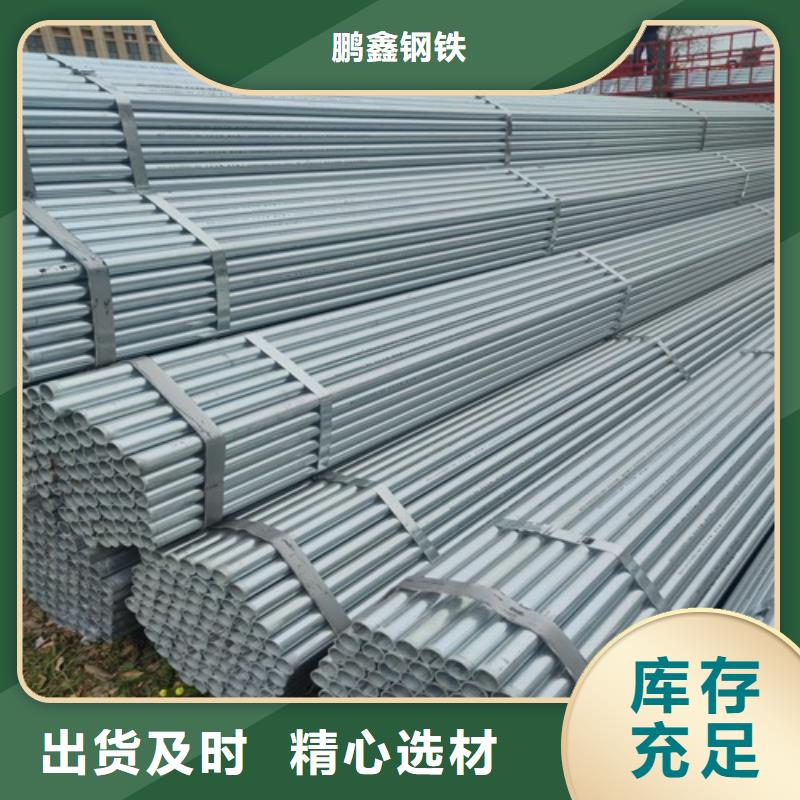
镀锌管产品结构: 选用焊接钢管经除污除锈处理后,内外表面热浸镀锌成型的镀锌钢管。标准名称为“低压流体输送用热浸镀锌焊接钢管”,敷设方式术语为SC。 产品特性: 内外表面锌层厚实,色泽光亮、均匀、耐腐蚀能力强。 管壁厚、机械力学性能力强、抗压、抗弯性能好。 小口径可选螺纹丝扣、套接紧定式;大口径可选承插扩口,卡箍连接方式。 热浸镀锌导管: 执行标准GB/T20041.21-2017标准,符合 防火要求,适用于预埋和吊顶明装。 注: 1、热浸镀锌导管为热浸镀锌,内外重级防腐。 2、内焊缝不高于0.3mm。 3、镀锌层厚度45μm以上。 4、此产品可替代水煤气管道用于地下室、人防工程的线路保护。 热镀锌导线管: 采用优质冷轧带钢双面热镀锌保护,经高频焊接一次成型,壁厚均匀,内焊缝毛刺接近“0”,焊缝光滑,圆度高,端口平滑五毛刺。使用配套专用工具可弯角,不变形,不断裂。标准定尺4米,标准型壁厚1.60mm,明敷暗埋均可使用。 1、采用优质热镀锌卷带加工而成,镀锌层均匀,光洁度好。 2、耐腐蚀性能为中性,避免雨淋和酸性物质,内焊缝不高于0.3mm. 3、按照 GB/T20041.21-2017标准加工制作。



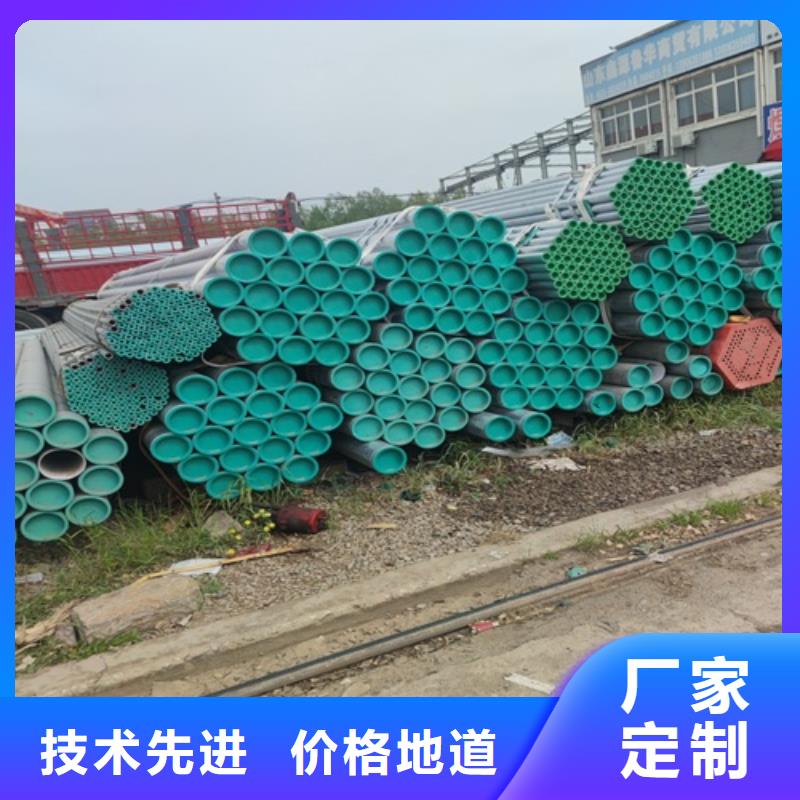
镀锌管性能检测 镀锌钢管是在热镀锌池中经过一系列化学反应形成的方管,由钢板或压接后焊接而成。了解镀锌钢管的性能及验收标准。镀锌钢管具有良好的强度、韧性、塑性、焊接性和延展性。它的合金层牢固地附着在钢底座上。因此,镀锌钢管可以通过冷冲压、轧制、拉丝和弯曲成形,而不会损坏涂层。适用于钻孔、切割、焊接、冷浸镀等一般加工。弯曲和其他过程。热镀锌件表面光亮美观,可根据需要直接用于工程中。镀锌钢管的性能检测的知识 镀锌钢管一般由产品外观判定合格。管道外表面若有漏镀、麻点、白点、重皮、气泡、绿色、高频等现象,则判定为不合格品。但在产品标准中,产品的偏差有规定的范围,即尺寸允许偏差,因为锌在干燥空气中几乎不发生变化,所以如果我们在钢管表面涂上锌,就可以防止钢管被腐蚀。

