




地质管42crmo加工视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
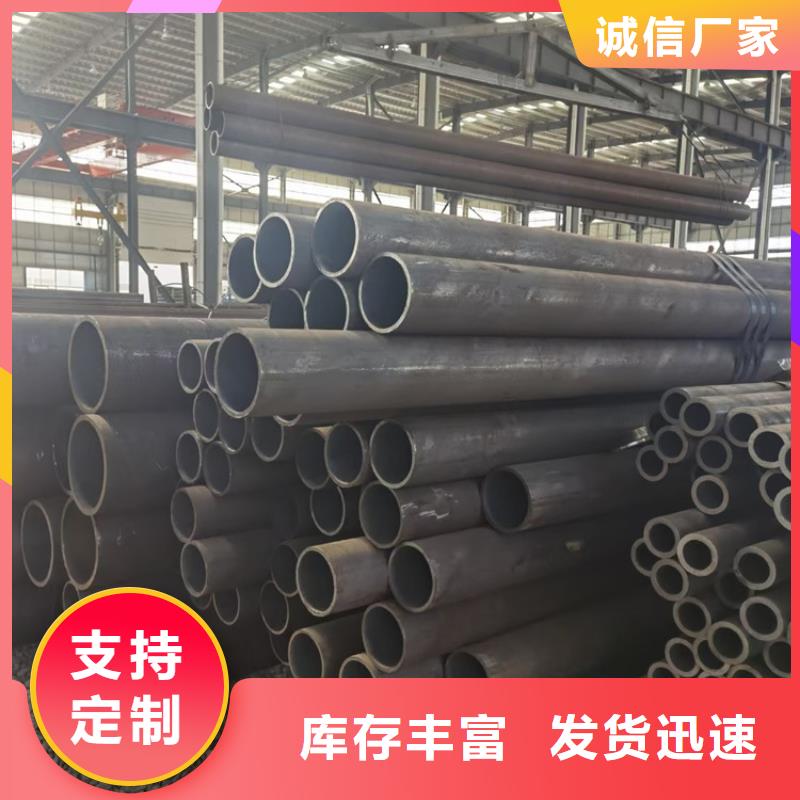
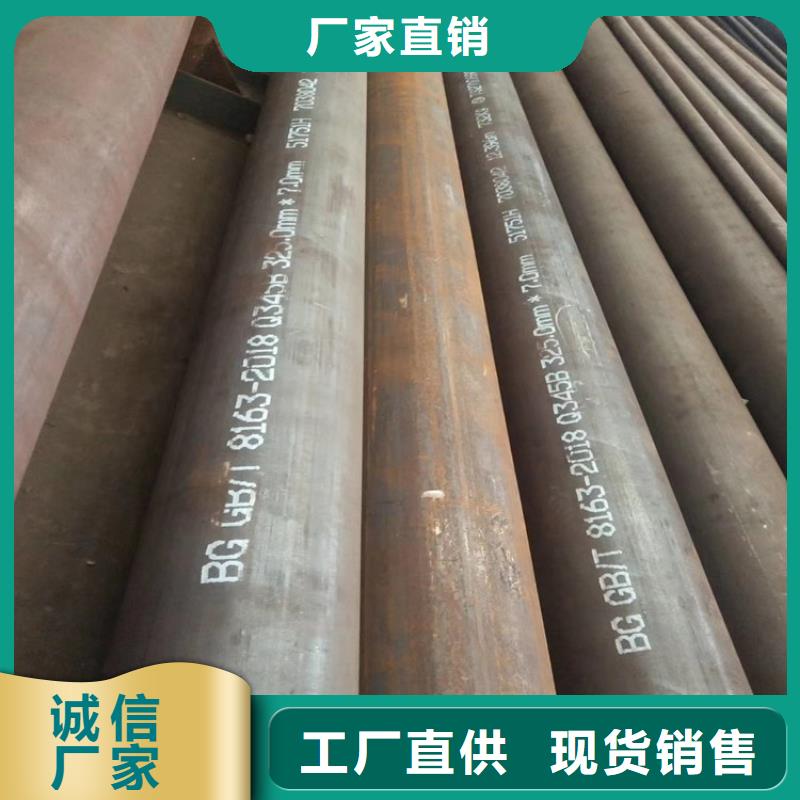
以下是:地质管42crmo加工的图文介绍

无缝钢管对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”就是把拼接接头位置设置在弯矩小的位置。 Q235B钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范


上个世纪50年代初由前苏联援建的 条自动轧管机组生产线在鞍钢投产以来,我国已经建成无缝钢管机组近200台套(这其中包括引进的设备和国内自己研制的设备)涵盖了当今世界上各种机组。 焊条选择和使用是否得当直接影响到焊缝的化学成分和使用性能,是大口径无缝钢管焊接准备工作中很重要的一个环节。选择合适的焊条,要综合考虑多方面的因素,有时需要做试验验证,才能 确定。需要考虑的方面如下焊缝金属的使用性能要求,焊条的形状、刚性和焊缝位置,焊缝金属的抗裂性,操作工艺性,设备及施工条件,经济合理性。大口径无缝钢管大型锻件的热处理大型锻件主要是由钢锭直接锻成的,因此在热处理时必须考虑冶炼、铸锭、锻造等过程对铸件内部质量的影响,只要影响因素是:化学成分不均匀于多种冶炼缺陷的存在;晶粒粗大且很不均匀;较多的气体与杂质物;较大的锻造应力和热处理应力。大型锻件锻造之后的热处理目的是防止白点和氢脆、改善锻件内部组织、锻造应力、降低硬度提高切削加工性能,使其获得良好的力学性能或为以后的热处理做好组织准备。



广顺物资 有限公司相伴一生,值得托付,为客户提供好的 辽宁锦州汽车半轴管产品好的服务,是企业不懈的追求。


