
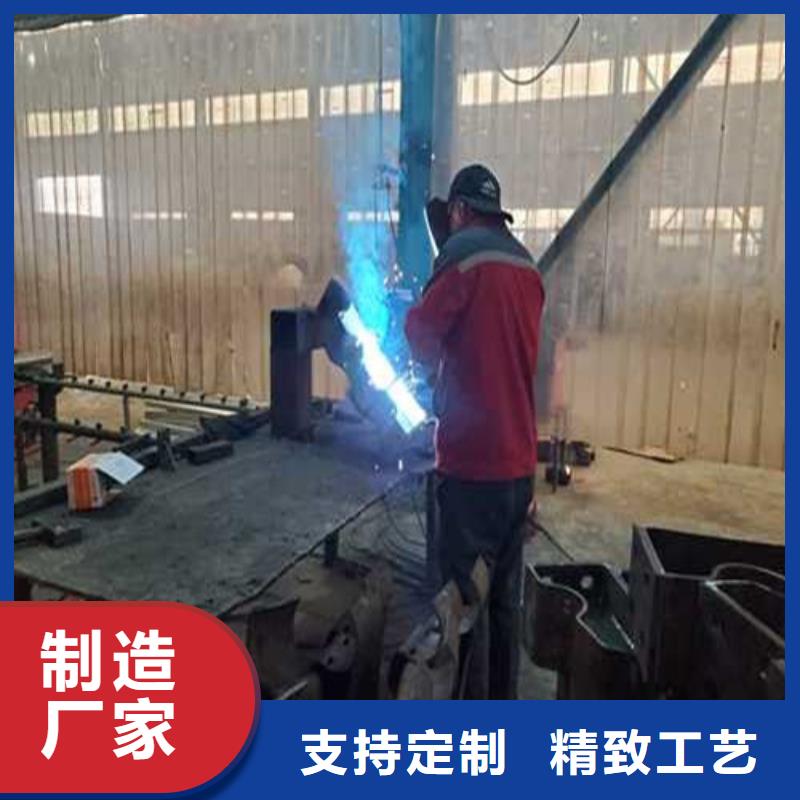


想要探索专注制造拉索镀锌钢索护栏厂家的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:专注制造拉索镀锌钢索护栏厂家的图文介绍
聚晟护栏制造有限公司位于开发区工业园,主要生产销售 陕西汉中桥梁防撞护栏厂等产品。我们始终坚持以客户为先,客户至上的服务宗旨,尽力为客户提供便利,竭诚为广大新老客户服务。我公司本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。 公司以良好的企业文化氛围为主流,树立务实、严谨、诚信的敬业精神,实行科学规范化管理,细化量化操作环节,推行岗位责任制。公司本着“市场为海,质量作帆”的经营理念和“和谐、关爱、发展、共存”的企业人文精神,真诚为新老客户提供好的产品和售后服务。


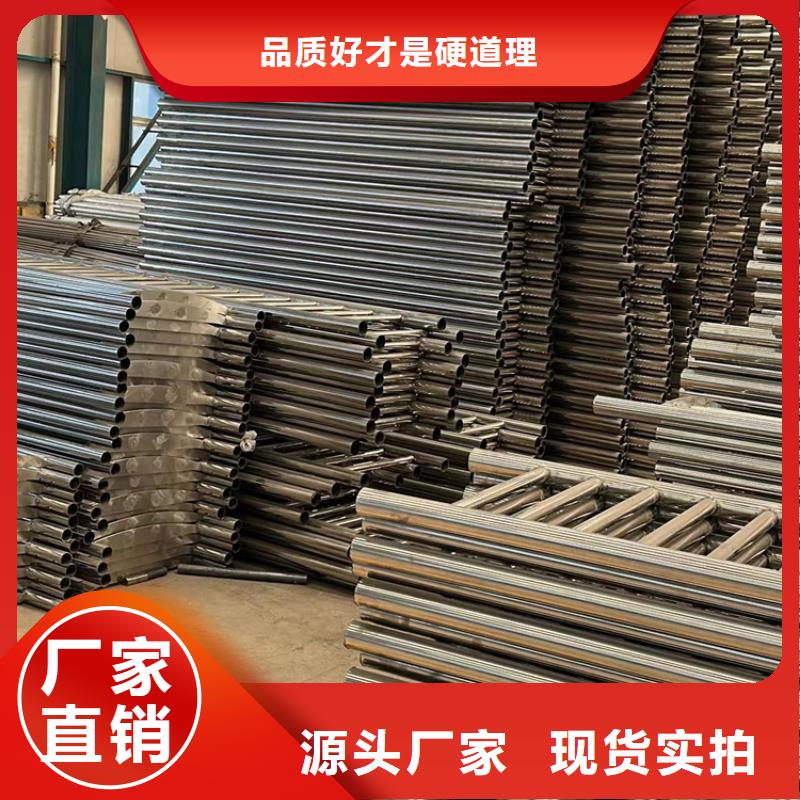
不锈钢复合管是一种以碳钢或低铬钼合金钢(珠光体钢) 为基体、 以高合金不锈钢为复层材料, 通过堆焊、 爆炸复合和热轧复合等工艺手段将两种金属结合在一起的节能材料。 基层材料承担着管道的承压作用,质量占钢管总质量的大部分; 复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料, 厚度通常为 3mm。 不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管, 既具有基层材料钢管的强度和刚度, 又具有复层材料良好的耐腐蚀性能, 非常适合石油化工装置耐高温、 抗腐蚀的要求,如常减压装置的常压侧线柴油管道、 常压转油线及减压转油线等场合, 在催化裂化和延迟焦化等装置也有广泛的应用。



交通运输(2011-2015年)发展规划提出,到2015年末,公路客货运量分别达到400亿人次和300亿吨,规模也将进一步扩大,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 今年初以来,各省都有多项高速公路建设项目开工,一些省份还追加了今年对高速公路项目的投资。这表明。高速公路建设仍处于一个高速发展的阶段。按交通运输发展规划要求,到2015年末,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 有业内人士推测,后两年,高速公路护栏用钢预计将增长37%。可以预计,建设将为冷弯型钢护栏产品的发展带来机遇。高速公路护栏用钢存机遇高速公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。 下面为大家介绍一下公路护栏安装的注意事项:公路护栏在施工时应准确掌握各种设施的资料,是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。当立柱打入过深时,不得将立柱拔出矫正,需将其基础重新夯时后再打入,或立柱位置。



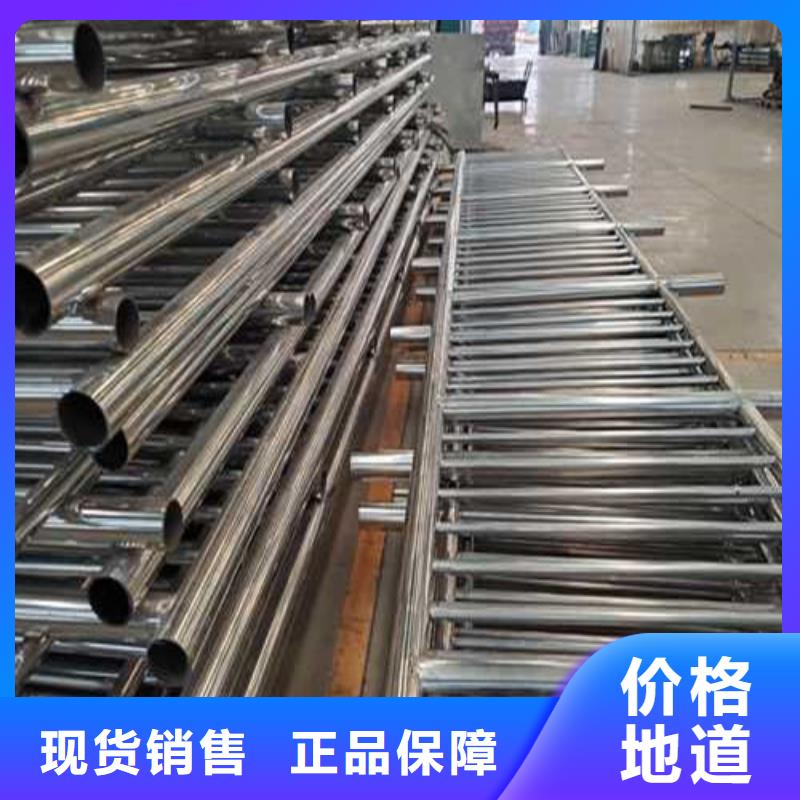
严禁用兆欧表测验阻隔式栅端子之间的绝缘强度。如要查看体系的绝缘强度,应先断开悉数阻隔式栅的接线,不然能够导致栅内部电路损坏。在现场对隔离栅进行编程前,有必要先将一切接线断开再接入编程器,然后通电编程,不然能够导致不良后果。 高速公路护栏的标准:高速公路设计规范里规定,公路的坡度和路堤高度比例在1:1到1:4之间,边沟垂直深度不足4米就可以不安装防撞。美国的高速公路的坡度和高度比例已经达到了1:4,有的甚至达到了1:6,几乎是和高速公路路面没有什么落差,车辆一旦冲出路面很少会出现损害和伤亡,并且可以自行回到路面上,因此美国的高速公路基本没防撞。 但是因为受土地等因素的限制,高速公路的比例和边沟深度虽然是符合了 不安装防撞的标准,但是还属于陡坡,车辆一旦冲出路面对于车辆的损害和对于人的损伤都比较严重。现在正处于经济高速发展的时期,原有的设计规范中道路承受的车流量现在已经到达底线,所以说必须对原有的一些内容进行改进,使其符合现有国情。 高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。


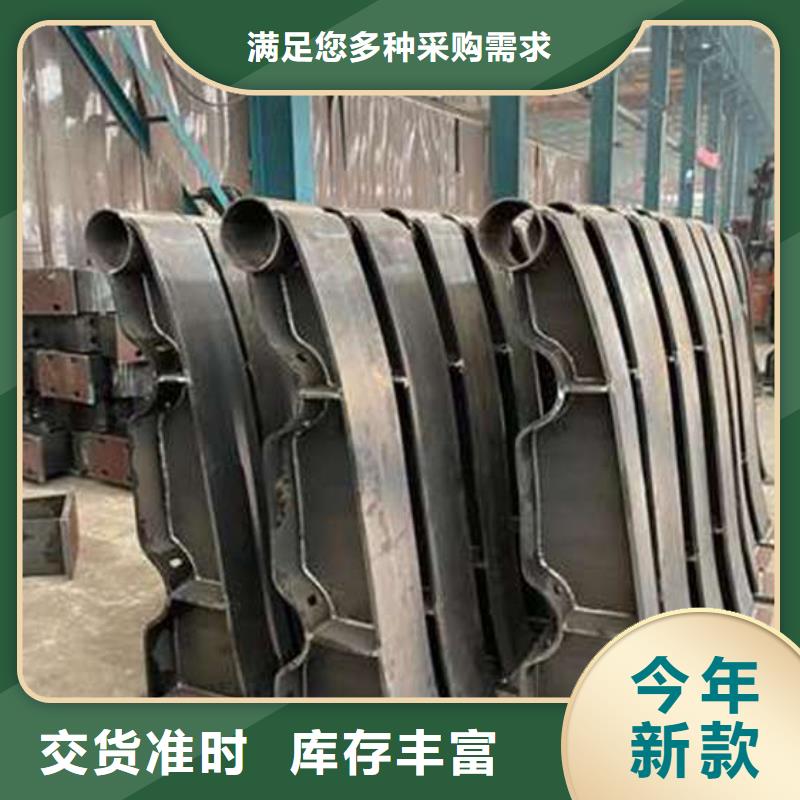
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



