


我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让酸洗磷化钝化加工自己向您展示它的卓越品质和出色性能。
以下是:酸洗磷化钝化加工的图文介绍
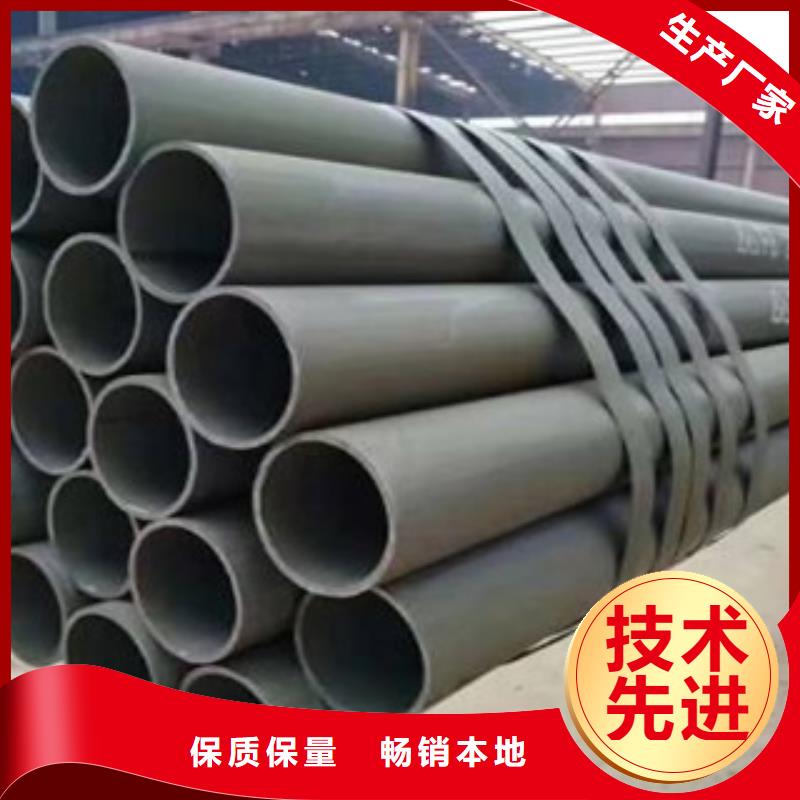
酸洗钝化工艺流程:不锈钢表面处理加工工艺流程简单。但在实际加工过程中,酸洗钝化加工有相当大的难度,主要集中在以下两个方面:
(1)不锈钢材料不能按常规的不锈钢除锈方法去除零件表面氧化皮,介绍了不锈钢酸洗除氧化皮适用该材料。
(2)该材料钝化加工工艺材料遇到空气不会腐蚀、并破坏零件尺寸和表面光洁度,但是在加工过程中又必须用酸洗钝化这样的强氧化剂来使零件表面生成一种钝化膜,以达到抗腐的。 去除热处理后的氧化皮: 不锈钢中主要有Ti,Cr,Ni,Si,V,Mn,Mo等元素,这些元素 在热处理加工过程中形成较厚的和较致密的氧化皮,并可由铁、铬、镍与氧组成具有尖晶石结构的致密氧化膜(FeCrO4),化学 性质也很稳定。因此,不易去除氧化膜。
(1)不锈钢材料不能按常规的不锈钢除锈方法去除零件表面氧化皮,介绍了不锈钢酸洗除氧化皮适用该材料。
(2)该材料钝化加工工艺材料遇到空气不会腐蚀、并破坏零件尺寸和表面光洁度,但是在加工过程中又必须用酸洗钝化这样的强氧化剂来使零件表面生成一种钝化膜,以达到抗腐的。 去除热处理后的氧化皮: 不锈钢中主要有Ti,Cr,Ni,Si,V,Mn,Mo等元素,这些元素 在热处理加工过程中形成较厚的和较致密的氧化皮,并可由铁、铬、镍与氧组成具有尖晶石结构的致密氧化膜(FeCrO4),化学 性质也很稳定。因此,不易去除氧化膜。


酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作,*后清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。
目的:卫生级洁净管道通过酸洗钝化和清洗等程序,使管道能够达到无菌物料输送的要求,



酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。


酸洗、钝化(磷化、皂化)清洗技术由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、军工等各类工业领域,并已发展成为一门行业技术。 灯塔酸洗喷漆无缝钢管
本公司是一家精聊城市工商行政局注册,税务局备案正规企业,资质齐全,产品质量可靠!品质保障!送您选择!
本公司是一家精聊城市工商行政局注册,税务局备案正规企业,资质齐全,产品质量可靠!品质保障!送您选择!



浩融金属制品厂有限公司致力于 河南商丘钢板领域的整体,聚焦于 河南商丘钢板市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。
