

为了给您提供更的库存充足的气缸辊压管基地产品信息,解锁库存充足的气缸辊压管基地产品新体验,视频带你玩转每个细节!
以下是:库存充足的气缸辊压管基地的图文介绍


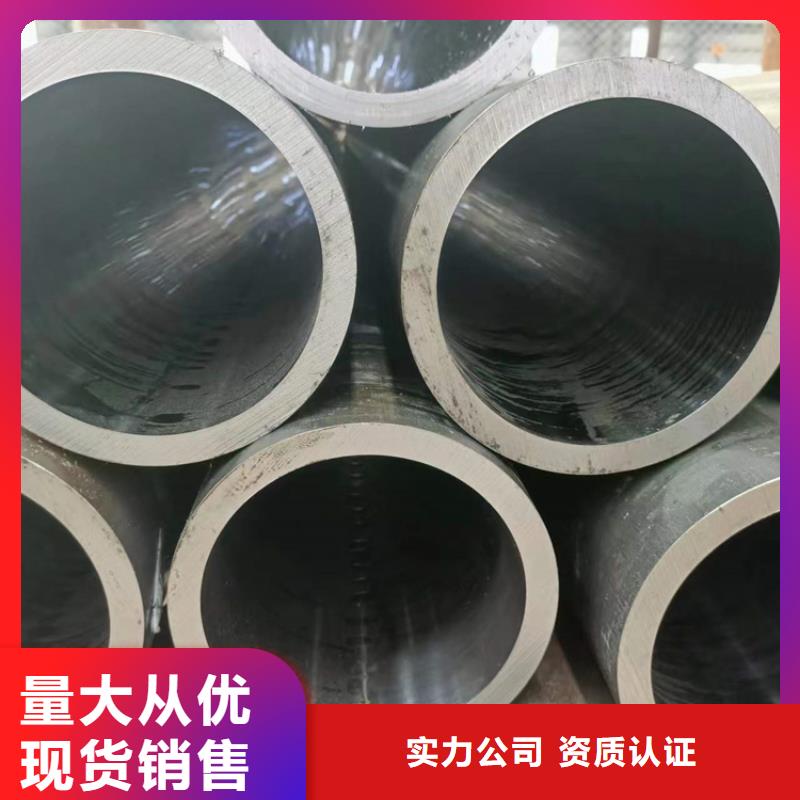
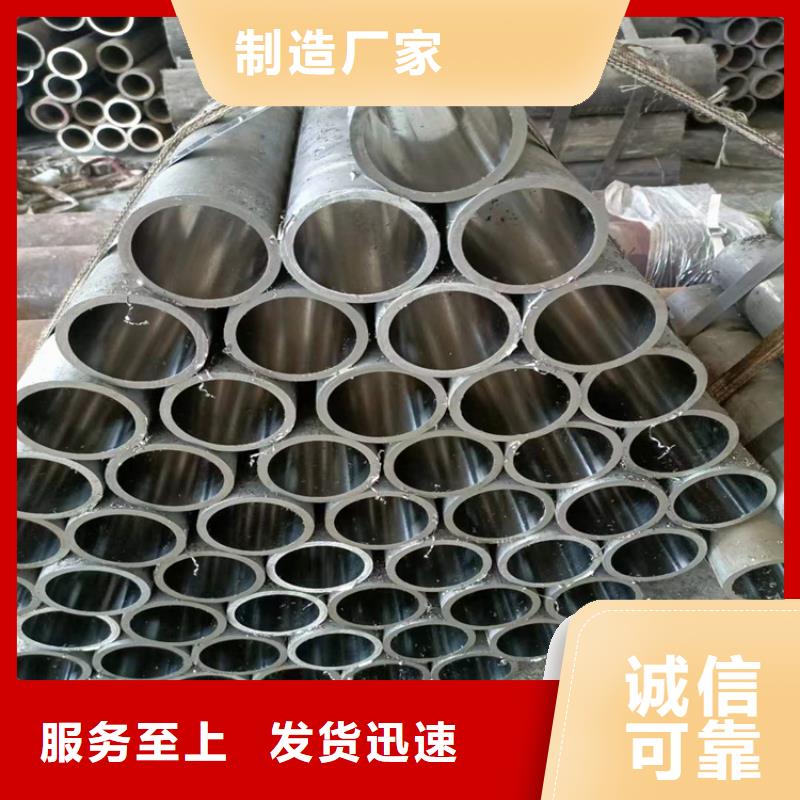
华尔网企业旺旺珩磨管绗磨管油缸管绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形,硬度提高HV≥4°4、加工后有残余应力层,提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。对冷拔20#绗磨管的质量进行考察,还必须要考虑到冷变形强化方面的内容和意义,首先是需要考虑到强化的具体材料和手段,因为有很多的材料是不能利用热处理的方法来进行强化的,因此,这种冷变形的强化方式就显得尤为重要了,再从更为长远的方向来进行考虑,冷处理方法能够冷拔20#绗磨管在使用过程中的保障性,因此,这种管道材料的优势显得更为明显,所以,推广度也比较高。



安达液压机械有限公司在激烈竞争的商海中,始终坚持以客户为中心,以 浙江丽水珩磨管加工厂质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为 浙江丽水珩磨管加工厂客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大 浙江丽水珩磨管加工厂用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!


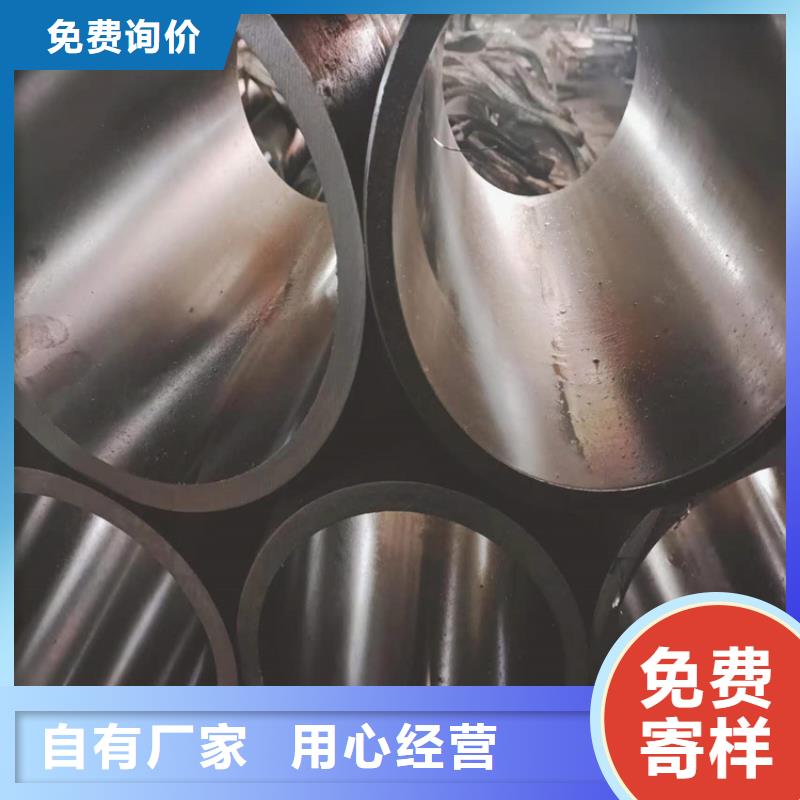
华尔网企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



jiuye

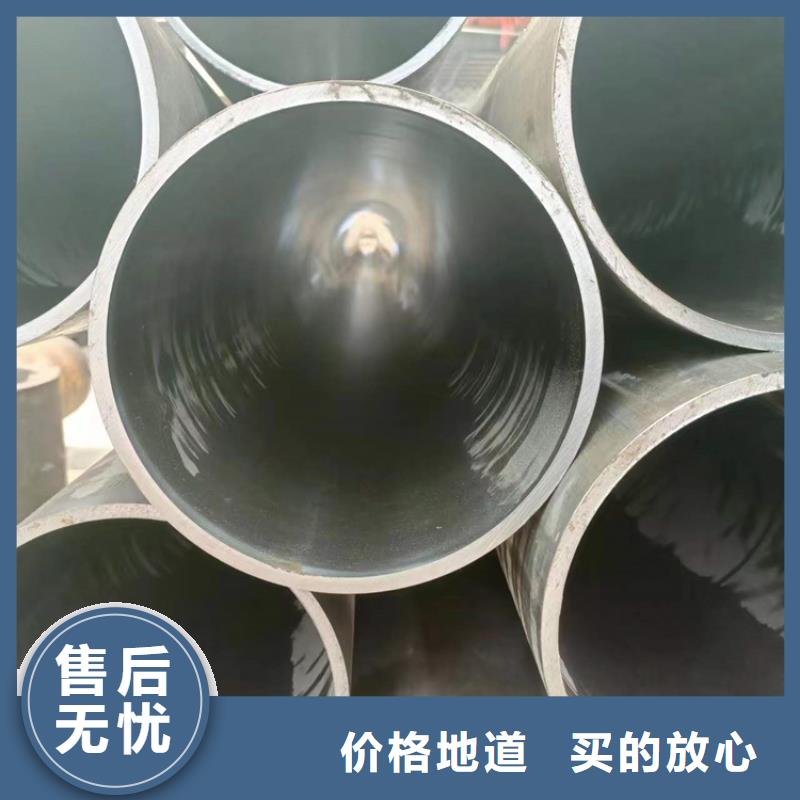
华尔网企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差
