您的位置>首页 >三亚当地行业动态 >
堆焊板厂家现货
更新时间: 2024-12-23 02:33:48 浏览次数:12
以下是:堆焊板厂家现货的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
以下是:堆焊板厂家现货的图文视频
导读 堆焊板厂家现货_【多麦金属】高锰耐磨耐候钢板生产厂家,固定电话:13821827773,移动电话:13821827773,联系人:朱经理,QQ:1946909636,经济技术开发区创业大厦B塔310发货到海南省 三亚市 发货到 海南省三亚市。 海南省,三亚市 三亚古称崖州,历史悠久,源远流长。在西汉元封元年(前110年),就序列于中国版图。1987年9月26日,升格为地级市。因其远离帝京、孤悬海外,自古以来三亚又被称为“天涯海角”。曾是隋朝谯国冼太夫人的“汤沐邑”;唐朝大和尚鉴真漂流登岸和传道讲经之地;唐、宋两代曾有7位名相、名臣被贬到三亚。延及宋、元、明朝时期,三亚的经济得于初步发展,棉纺业在全国居于领先地位。三亚市是具有热带海滨风景特色的国际旅游城市,又被称为“东方夏威夷”,有独特的海滨风光。三亚三面环山,形成怀抱之势,山、海、河融合,众多山头也提供了眺望大海、河湾和城市景观的制高点。2023年,被评为三线城市。
为了让您更地了解我们的堆焊板厂家现货,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:堆焊板厂家现货的图文介绍

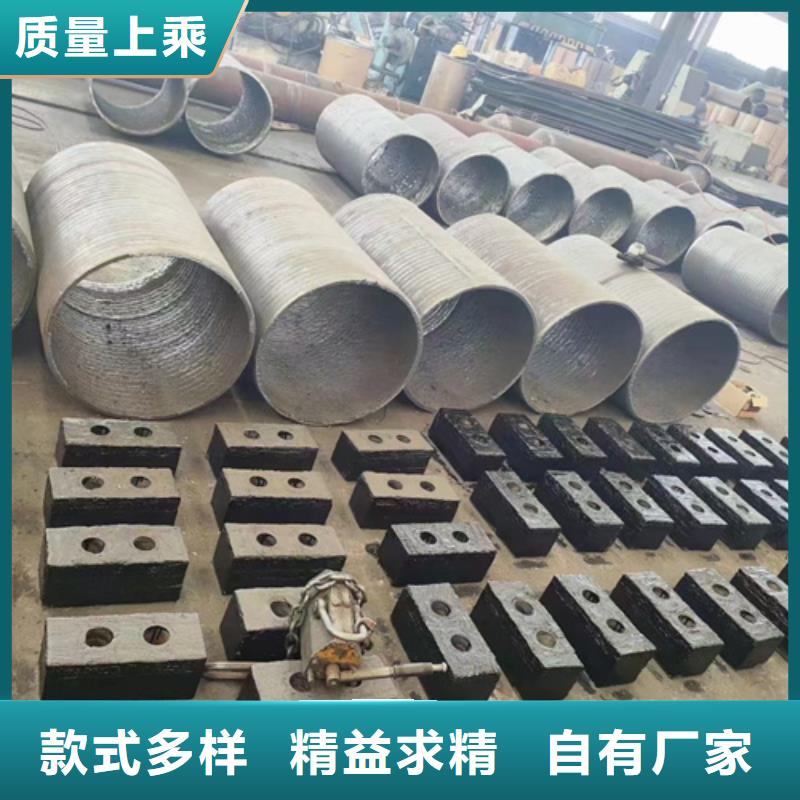
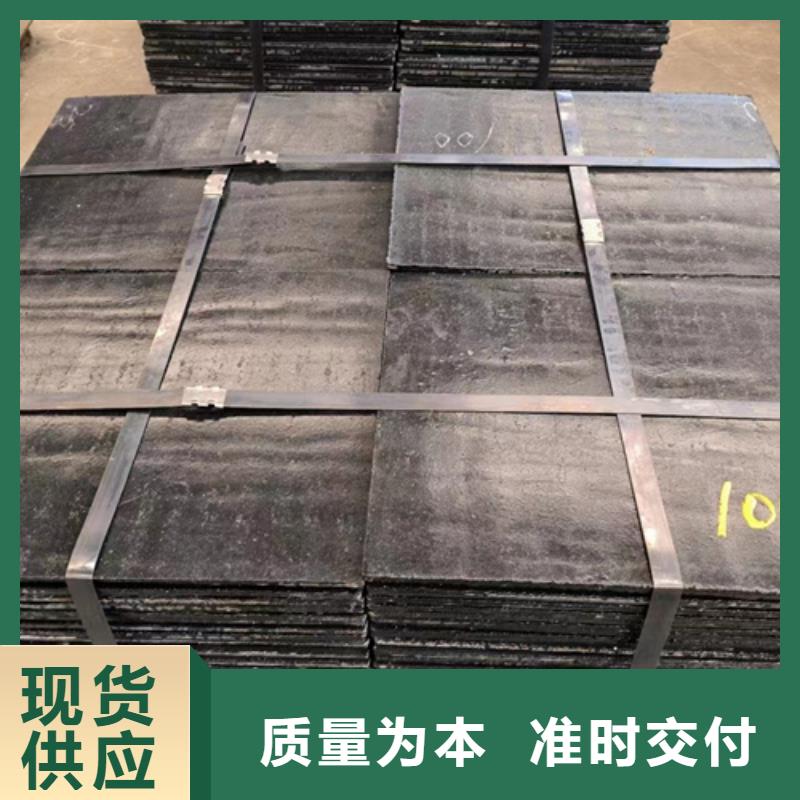
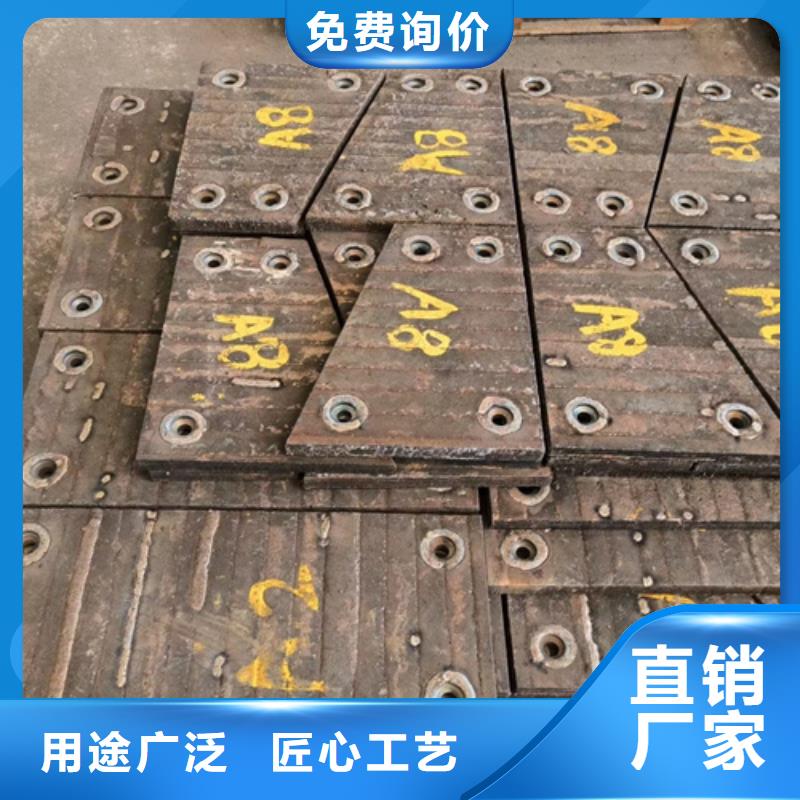
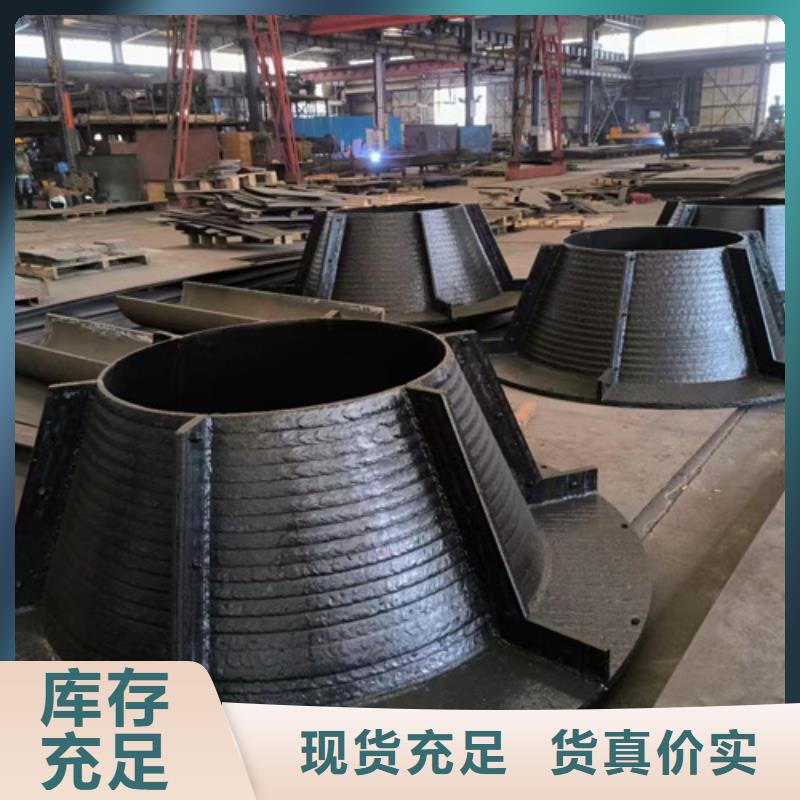
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、海南三亚送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板




【多麦金属】高锰耐磨耐候钢板生产厂家专营: 海南三亚45#钢板,规格齐全,品质兼优,价格低廉。欢迎广大客户前来洽谈业务!
总结 您是想要在海南省三亚市采购高质量的堆焊板厂家现货产品吗?【多麦金属】高锰耐磨耐候钢板生产厂家是您的不二之选!我们致力于提供品质保证、价格优惠的堆焊板厂家现货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱经理-13821827773,QQ:1946909636,地址:《经济技术开发区创业大厦B塔310》。