

图文介绍虽好,但视频更能展现大口径pe钢带增强波纹管原料生产产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
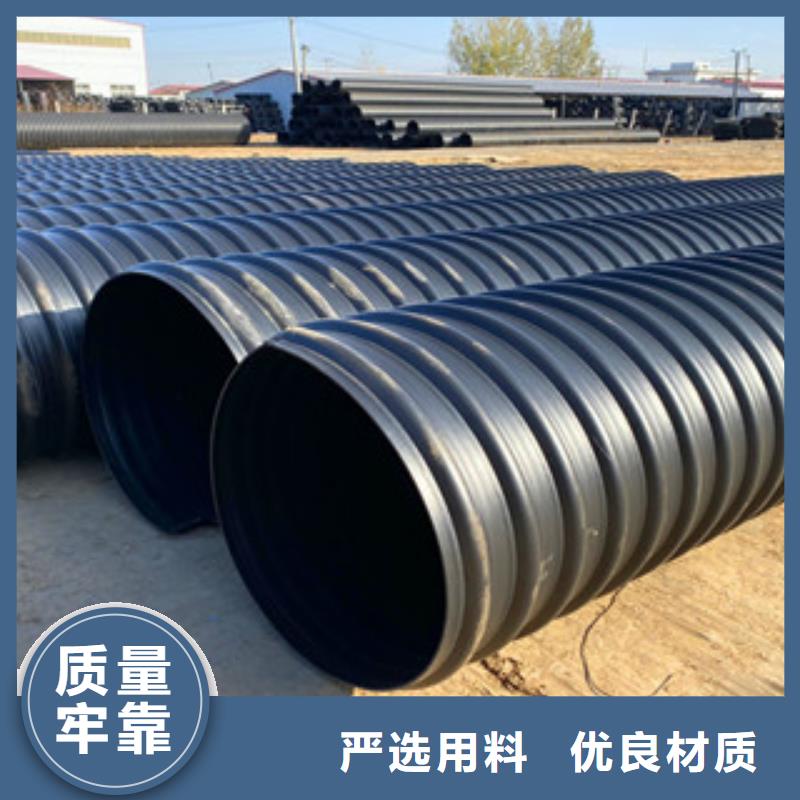
以下是:大口径pe钢带增强波纹管原料生产的图文介绍


恒塑管道有限责任公司主营: 甘肃金昌钢丝网架复合管,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。



4、打磨将两待钢带增强聚螺旋波纹管接管距对接湍面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,至少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形-致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
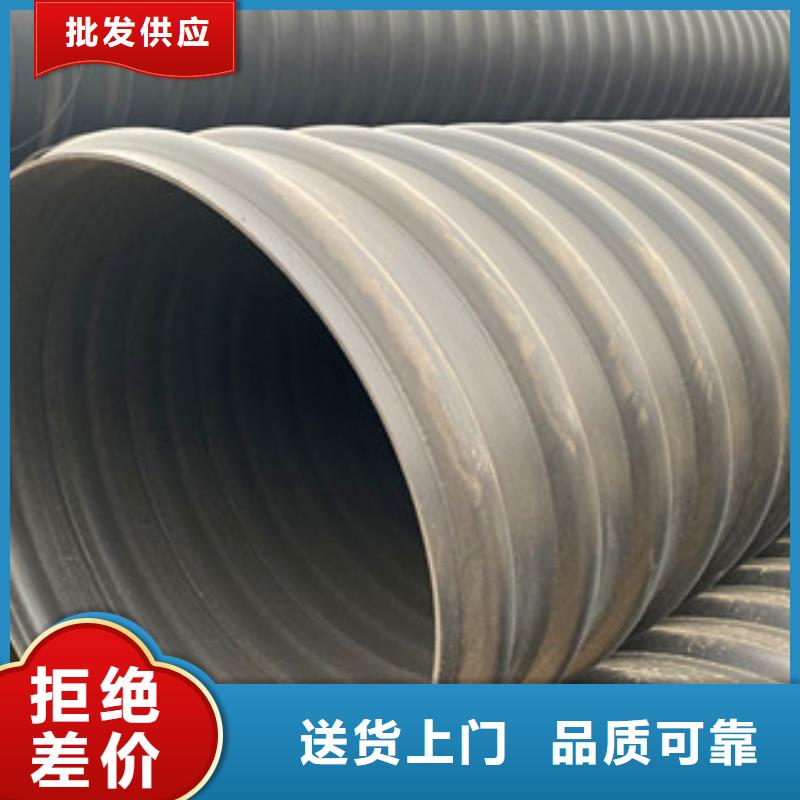
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均勾焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40C-50C(预热温度应比热熔胶的软化点温度低15C以上),可使用表面温度计进行。
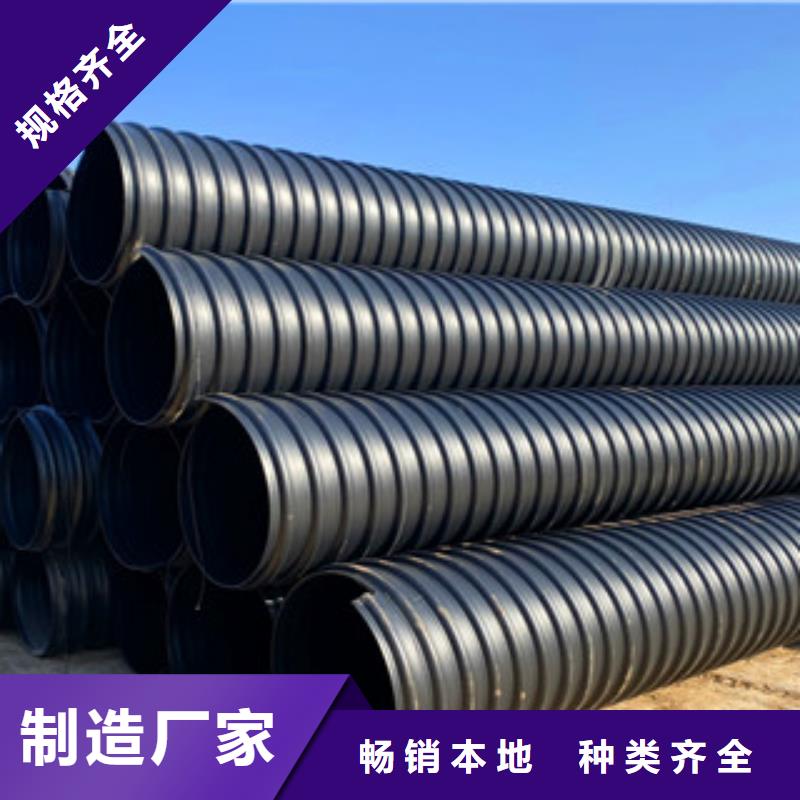
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
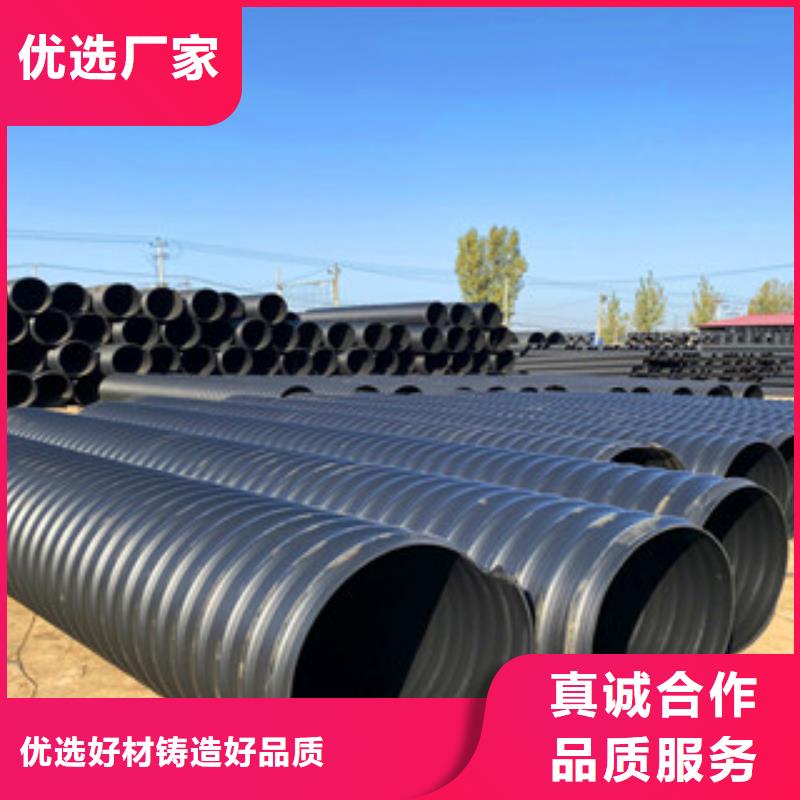
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40C-50C。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波绞管司心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均勾焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40C-50C(预热温度应比热熔胶的软化点温度低15C以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40C-50C。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波绞管司心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。



1、热熔连接是用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接2、接头连接mpp开挖管、mpp直埋管可以采用接头套接,可以节约施工费和施工工期您可以根据工地现场的实际情况,选择适合您的mpp电力管连接方式。
为什么CPVC电力管会有如此多的性能CPVC电力管在生产时经过了材料的改变,从而使产品的环刚度达到了10kpa,显要高于 对于埋地塑料管的环刚度要求将电力管应用于0℃的温度中,施以1kg的重锤,2米高的冲击力不会发生损坏由此表明材料的低温冲击性能是能够适应施工环境条件下的要的。
不管是PVC材质还是PVC-C材质,都有非常好的阻燃性能,尤其是PVC-C材料,由于它的氯含量较高,因此生产出来的CPVC电力管的阻燃性和烟密度指数更有了明显的,CPVC电力管的重量很轻强度也很高施工敷设方式也很简单,可以实现夜间开挖埋设回填路面使得白天同样可以照常行车。
为什么CPVC电力管会有如此多的性能CPVC电力管在生产时经过了材料的改变,从而使产品的环刚度达到了10kpa,显要高于 对于埋地塑料管的环刚度要求将电力管应用于0℃的温度中,施以1kg的重锤,2米高的冲击力不会发生损坏由此表明材料的低温冲击性能是能够适应施工环境条件下的要的。
不管是PVC材质还是PVC-C材质,都有非常好的阻燃性能,尤其是PVC-C材料,由于它的氯含量较高,因此生产出来的CPVC电力管的阻燃性和烟密度指数更有了明显的,CPVC电力管的重量很轻强度也很高施工敷设方式也很简单,可以实现夜间开挖埋设回填路面使得白天同样可以照常行车。

