


简约不浮华,不简单实用。我们的高精度研磨管产品视频用直观的方式展现产品的实用性和价值。
以下是:高精度研磨管的图文介绍
安达液压机械有限公司是长期专注于 四川雅安珩磨管加工厂领域。本公司倡导“专业、务实、、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!



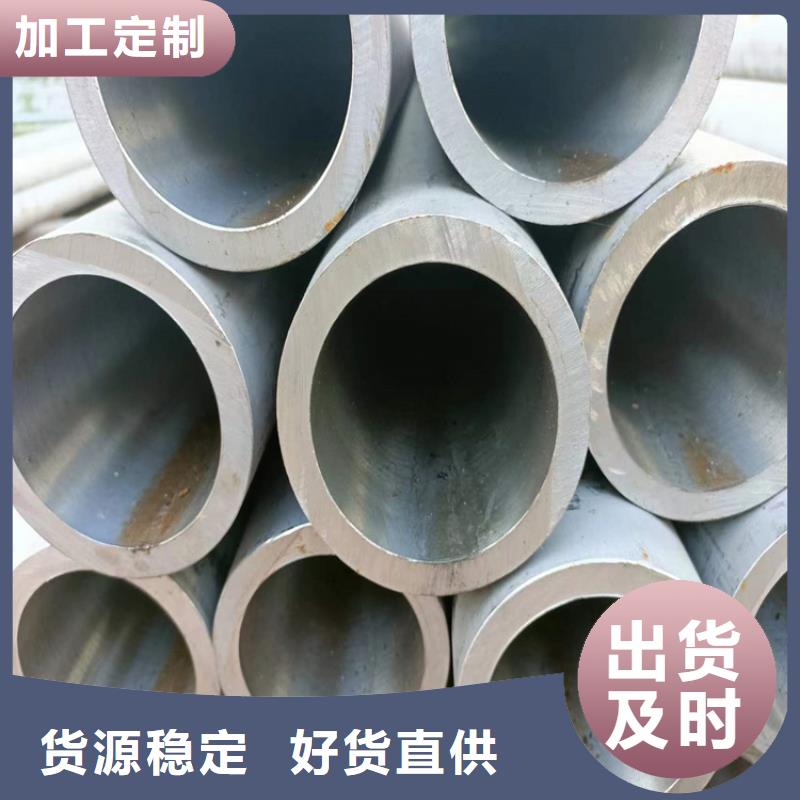
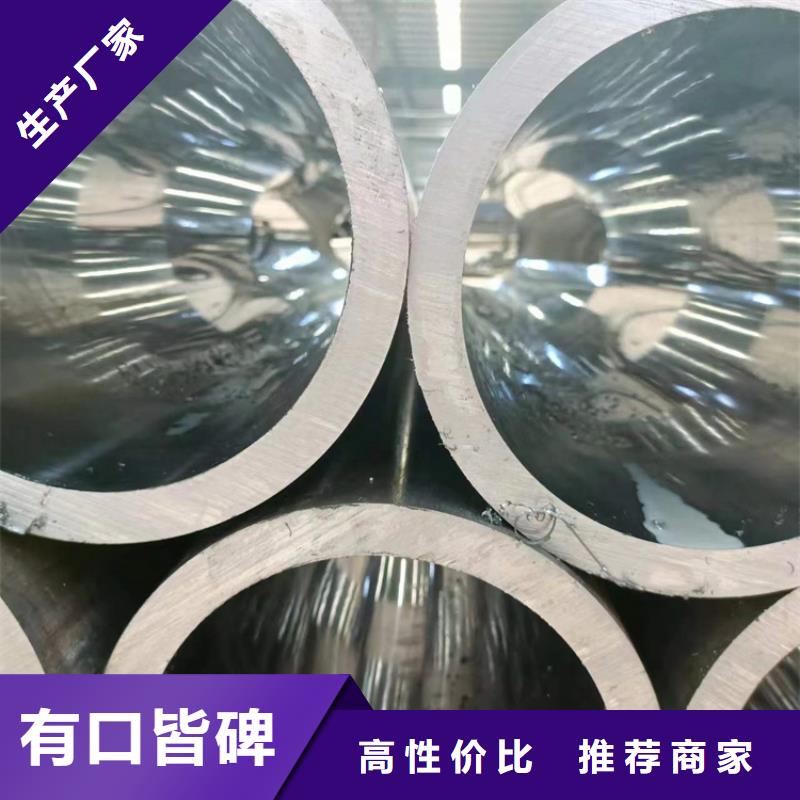
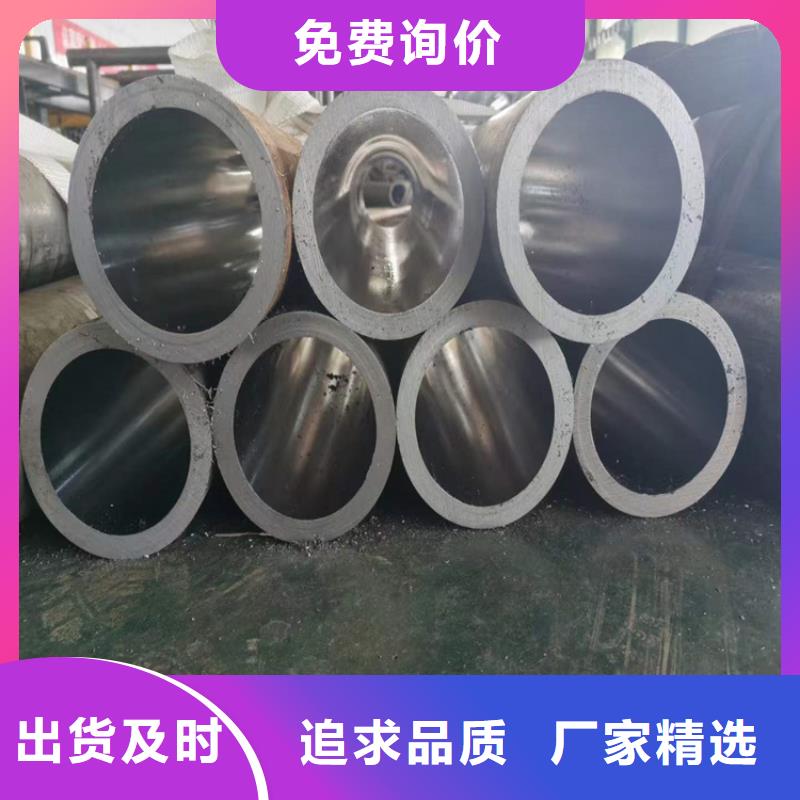
华尔网珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压管加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



华尔网珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。


