



不要错过这部精心制作的12cr1mov工字钢工程安装产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:12cr1mov工字钢工程安装的图文介绍
本厂销售 彩钢板,产品质量保证,本着“专业专注、服务”的态度,我们坚信“诚信”才是生存的大道。“小胜凭智,大胜靠德”,欢迎新老客户来电咨询。 上饶苏沪金属制品有限公司期待以优质的产品和服务,与您共创美好未来。


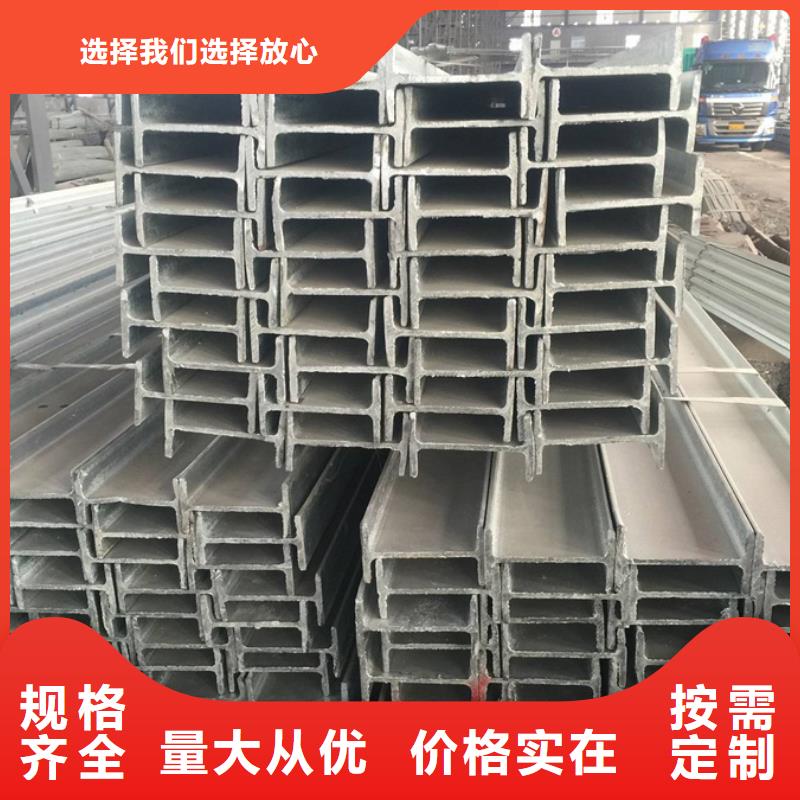
Q345DH型钢是由工字型钢优化发展而成的一种断面力学性能更为优良的经济型断面钢材,尤其断面与英文字母“H”相同而得名。其特点如下:◆翼缘宽,侧向刚度大。◆抗弯能力强,比工字钢大约5%-10%。◆翼缘两表面相互平行使得连接、加工、安装简便。◆ 型材与焊接工字钢相比,成本低,精度高,残余应力小,无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右。◆相同截面负荷下.热轧H钢结构比传统钢结构重量减轻15%-20%。◆与砼结构相比,热轧H钢结构可增大6%的使用面积,而结构自重减轻20%一30%,减少结构设计内力。◆Q345DH型钢可加工成T型钢,蜂窝梁可经组合形成各种截面形式,极大满足工程设计与制作需求。



Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。



