




如何让您使用的带锯床更稳定,使用寿命更长,请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
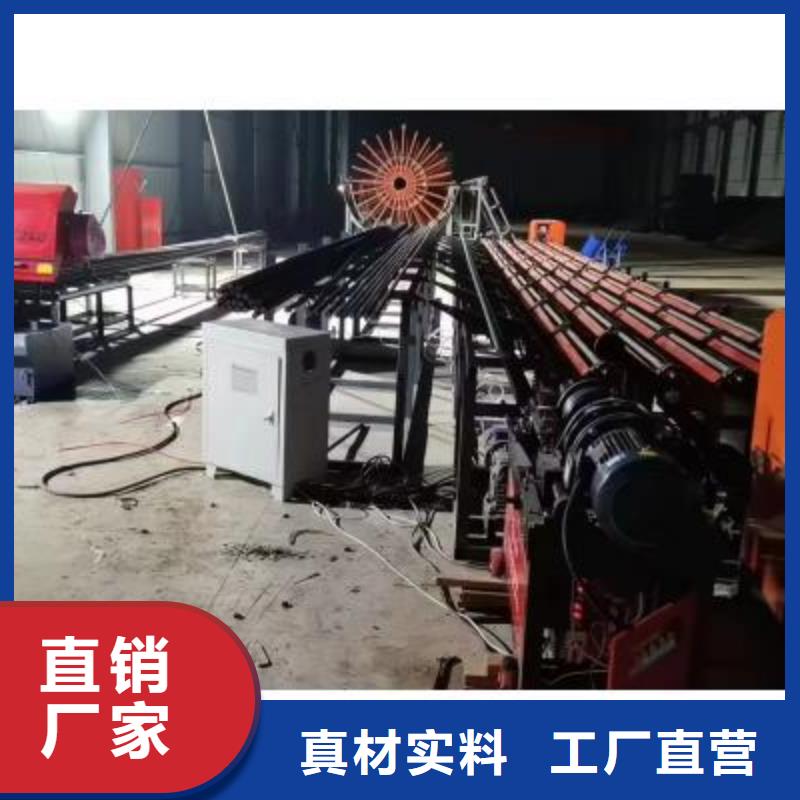
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
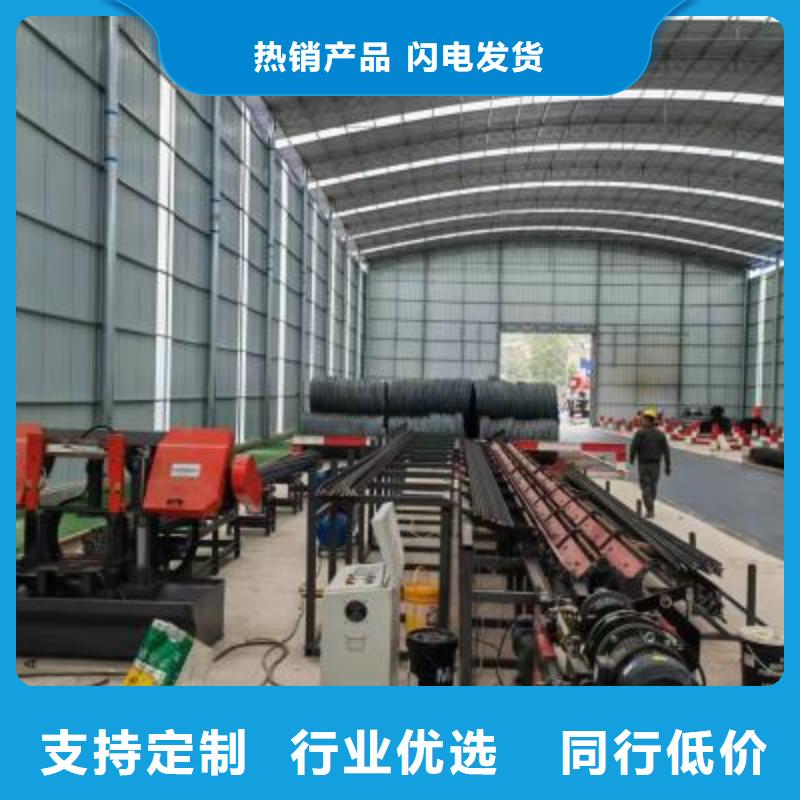
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。



序号 法规标准名称 适用章节
1 GB 12266-90《机械加工设备一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金属切削机床防护通用条件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《机械防护装置、固定式和活动式防护设计与制造一般要求》 6
4 GB 16454-2008《金属锯床 防护技术条件》 6
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。


锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。



建贸机械 有限公司是一家专注从事 上海钢筋冷挤压机的企业。主营: 上海钢筋冷挤压机。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 上海钢筋冷挤压机取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!
