
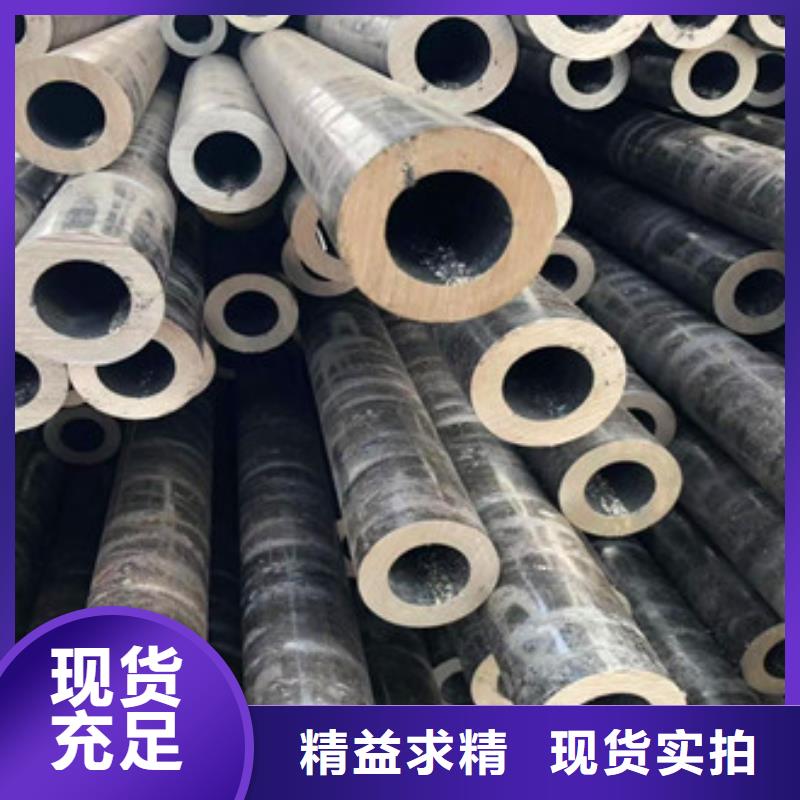


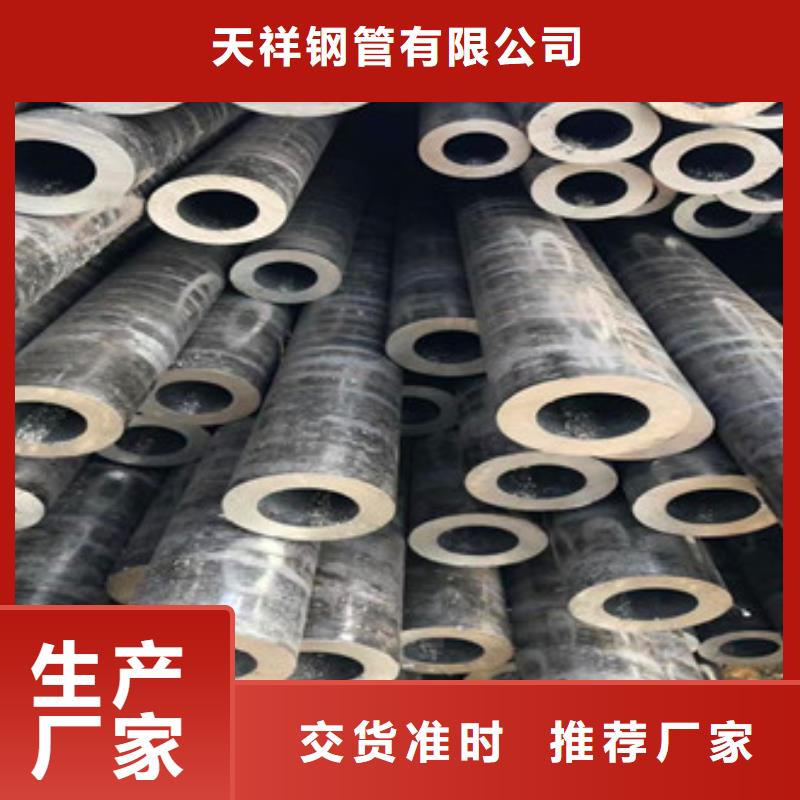


连铸圆管坯低倍组织主要由3个区组成:靠外表层的等轴细晶区、像树枝状的晶体组成的柱状晶区、中心是粗大的的等轴晶区
连铸圆坯的低倍组织缺陷对管坯的加工性能、力学性能和钢管质量产生很大的影响。常见的低倍组织缺陷有:管坯皮下气泡、疏松、缩孔、皮下裂纹、中心裂纹、组织偏析等。
管坯的皮下气泡:存在连铸坯表面的附近,形态为椭圆形。一般认为钢水脱氧不足是管坯皮下气泡产生的主要原因。一般需要对保护渣、铁合金、钢包、中间包进行烘烤、注流采用保护浇注。对于要求更高的钢种,还要采用炉外精炼的方法对钢水进行脱气。存在皮下气泡的连铸圆管坯,在加热炉加热时气泡内表面会被氧化,轧后无法焊合就会形成钢管表面缺陷。
管坯皮下裂纹:存在于连铸圆管坯的柱状晶区和表面细晶区过渡附近。距离管坯表面3~10 mm。只要此裂纹不贯通到外表面,就不会被氧化,在轧制压力的作用下会焊合。一般不会产生严重的表面质量。
中间裂纹和中心裂纹:存在于连铸圆坯的柱状晶区,一般来讲中间裂纹的方向和柱状晶的方向是一致的。有研究表明,连铸管坯的中间裂纹和中心裂纹是造成无缝钢管内折的主要原因。穿孔时,管坯在轧辊和导向工具所组成的椭圆孔型中受到反复拉压应力的作用,其中间裂纹或中心裂纹得到扩张或氧化,产生钢管内折。连铸圆坯的中心裂纹或者中间裂纹扩张以后而形成的钢管内折,一般较深,常常会造成钢管废品。
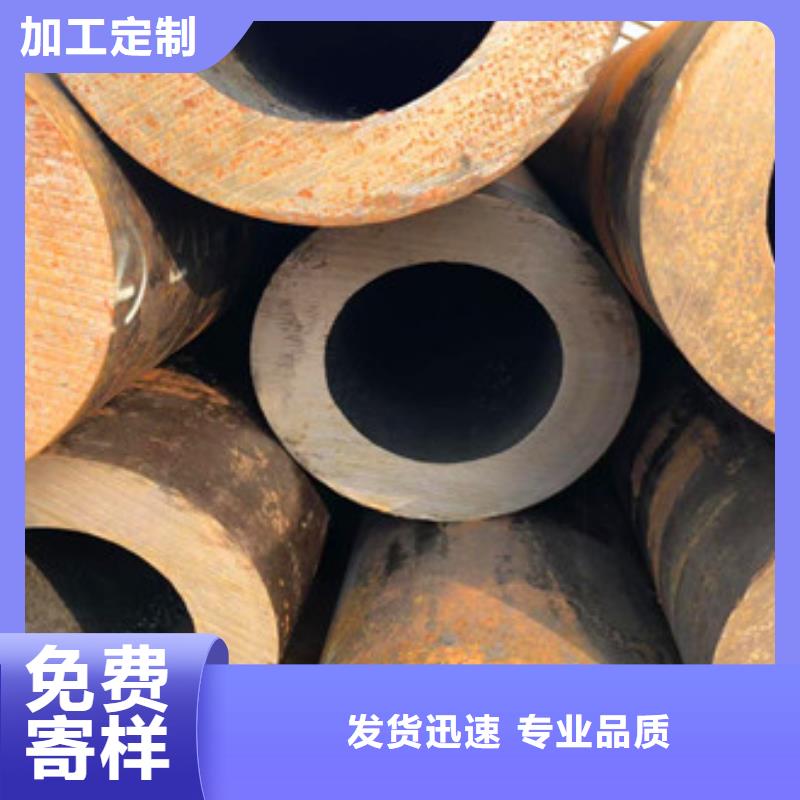
管坯的疏松与缩孔:存在于管坯中心部分的等轴晶区内。管坯疏松是因为铸坯在凝固过程中超前的晶粒作用,液态金属运动基于向凝固方向冷却产生收缩受到阻碍,或者由管坯液态部分下沉的晶粒妨碍铸坯的补缩形成。当疏松达到一定程度的时候,铸坯就会出现缩孔。其分布状态在管坯中不连续。分布密度比较均匀、弥散度较高的连铸管坯中心疏松,对斜轧穿孔过程不但没有危害,反而是有利的。北京科技大学朱景清教授通过实验已经证明该点。并且,在顶头鼻部前端有一个5 mm的金属带,此金属将开裂的管坯中心与顶头分开,从而避免了内折和裂纹的缺陷。
管坯的偏析:包括组织偏析、成分偏析和结晶区域偏析等。存在穿晶的连铸管坯必须报废,绝对不允许投放轧管。



“全心全意为客户服务”是桂林天祥钢管有限公司一贯宗旨。桂林天祥钢管有限公司全体员工将以优质先进的 热镀锌方管产品、优厚完善的服务,继续为广大新老客户服务,并为人们渴望生存环境的改善和对高品质生活的追求而尽心竭力!公司真诚与您携手合作,共创辉煌!


欢迎新老客户来电咨询!
特价供应,生产定做Q195,Q215,Q235.Q345,Q420,.20#.45#.16Mn,27SiMn各类无缝钢管和无缝方管.焊方矩管.异型管,各种家具用异型钢管!!中国电力.石化.锅炉.化工行业.高压锅炉管.合金管配送中心
我公司供应:成都.包钢.衡钢.冶钢.鞍钢.宝钢.天钢.西宁特钢.鲁宝.以及本厂生产的结构管.流体管.中.低.高压锅炉管.化肥专用管,石油裂化管.电力用管,不锈钢管,石油套管,管线管,钻杆,地质管,大口径厚壁管以及部分进口合金管等.
1.我公司现有了 [冷轧精密管生产线] 可为您专业生产16mm--90mm,壁厚1mm--12mm以下的各类无缝钢管.... [热轧无缝管生产线] 95mm---377mm,壁厚6mm-50mm可订做各类型号,各种壁厚,材质的无缝管和无缝方管.... [冷弯型钢管生产线 ] 15mm*15mm*0.5mm--800mm*800mm*25mm的方.矩管.异型管。我公司将以良好的誉,低廉的价格服务于广大新老客户,欢迎您来电咨询!!!
2.材质为:10#.20#.35#.45#.20G.16Mn.27SiMn.12Cr1MoV(T12),15CrMo(P12),35crmo.10CrMo910(A335P22),12Cr2MoWVTiB ,DZ40,DZ50,DZ55.
3. 执行标准:结构管(GB8162-1999),流体管(GB8163-1999),液压支架管(GB17396-1998),锅炉管(GB3087-1999),高压锅炉管(GB5310-95),化肥专用管(GB6479-2000),石油裂化管(GB9948-88),合金管,高压合金管,不锈钢管,石油套管,管线管,钻杆,地质管,大口径厚壁管。



任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。
(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;③顶头的不均匀磨损或损坏。
(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。
(3)轧辊。①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。②大送进角下导致顶头与轧辊的辗轧锥更不平行。③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。

