


我们的现场实拍视频将带您走进40*40*4T型钢_40*40*4T型钢现货直发产品的世界,产品视频细节之美一览无余!
以下是:40*40*4T型钢_40*40*4T型钢现货直发的图文介绍

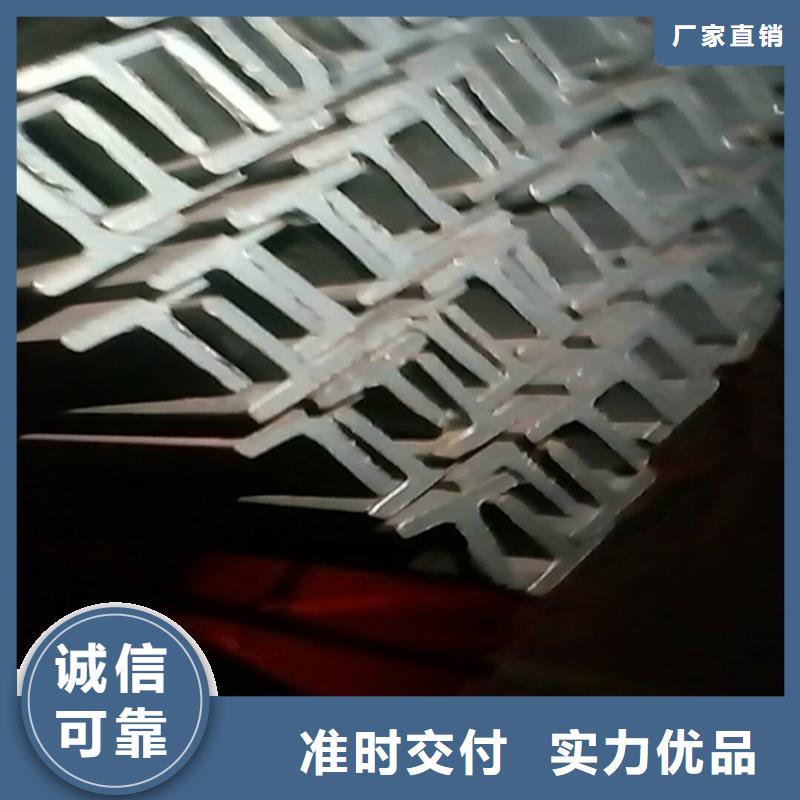
热轧H型钢是经过高温加热轧制而成的钢材,它的强度不是很高,但足以满足我们的使用,它的塑性、可焊性较好,因此我们比较常用。热轧H型钢是在高温下加工而成。热轧H型钢的钢就是轧钢过程中或轧钢之前需要对材料进行加热。一般要加热到再结晶温度以上才进行轧制。热轧H型钢的特点,具有强度高、韧性好、易于加工成型及良好的可焊接性等优良性能,因而被广泛用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。热轧H型钢就是用热轧钢加工而成的,热轧钢带连续热镀是热镀锌板生产的一种全新工艺,这种工艺的应用大大提高了钢带生产的效率,对于保证钢带质量具有重要意义,该技术是提高钢带生产技术的一次重要革新,在人们对热镀锌板质量要求越来越高的背景下,加强热轧钢带连续热镀锌技术的研究就成为了钢铁企业的必然选择。这也让热轧H型钢被更多人知道和运用。希望我的回答对你有帮助。


Q235BH型钢-现货供应Q235BH型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。H型钢是一种新型经济建筑用钢。H型钢截面形状经济合理,力学性能好,轧制时截面上各点延伸较均匀、内应力小,与普通工字钢比较,具有截面模数大、重量轻、节省金属的优点,可使建筑结构减轻30-40%;又因其腿内外侧平行,腿端是直角,拼装组合成构件,可节约焊接、铆接工作量达25%。常用于要求承截能力大,截面稳定性好的大型建筑(如厂房、高层建筑等),以及桥梁、船舶、起重运输机械、设备基础、支架、基础桩等。Q235BH型钢是由工字型钢优化发展而成的一种断面力学性能更为优良的经济型断面钢材,尤其断面与英文字母“H”相同而得名。其特点如下:◆翼缘宽,侧向刚度大。◆计算公式:零陆*叁伍-捌贰壹=捌肆捌伍◆抗弯能力强,比工字钢大约5%-10%。◆翼缘两表面相互平行使得连接、加工、安装简便。◆与焊接工字钢相比,成本低,精度高,残余应力小,无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右。◆相同截面负荷下.热轧H钢结构比传统钢结构重量减轻15%-20%。◆与砼结构相比,热轧H钢结构可增大6%的使用面积,而结构自重减轻20%一30%,减少结构设计内力。◆Q235BH型钢可加工成T型钢,蜂窝梁可经组合形成各种截面形式,极大满足工程设计与制作需求。介绍编辑Q235BH型钢分为热轧Q235BH型钢和焊接Q235BH型钢两种,热轧Q235BH型钢又分为宽翼缘Q235BH型钢(HW)中翼缘Q235BH型钢(HM)和窄翼缘Q235BH型钢(HN)三种。HW是H型钢高度和翼缘宽度基本相等;主要用于钢筋砼框架结构柱中钢芯柱,也称劲性钢柱;在钢结构中主要用于柱HM是H型钢高度和翼缘宽度比例大致为1.33~~1.75主要在钢结构中:用做钢框架柱在承受动力荷载的框架结构中用做框架梁;例如:设备平台HN是H型钢高度和翼缘宽度比例大于等于2,主要用于梁;工字钢的用途相当于HN型钢;H型钢的主要材质有Q235B、SM490、SS400、Q345、Q345B等。区别-聊城市舜冶金属制品有限公司◆工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。◆Q235BH型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。◆Q235BH型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的轧制h型钢高



这是 河南郑州槽钢厂家的详细页面,生产企业:普源金属材料有限公司,10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 河南郑州槽钢厂家有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。


导读:为生产出质量好、成本低的H型钢,首先需要确定一个合理的生产工艺流程。目前各主要H型钢厂所采用的主流工艺流程如下图所示。一般中小规格(H400×200及以下规格)H型钢多选用方坯、矩形坯,较大规格(H400×200以上规格)H型钢多选用异形坯,矩形坯和异形坯都可用连铸坯。从连铸过来的钢坯在经过称重后,装入步进式(或推钢式,现在用于生产型钢的推钢炉已经比较少)加热炉中加热到1200~1250℃出炉。步进式加热炉大多数采用上、下布置的双预热式烧嘴,可对不同规格钢坯提供的温度控制,并节约燃料。钢坯出炉后,先用10-25MPa的高压水除鳞,然后送入开坯机轧制。开坯机一般为两辊可逆式轧机(在小型钢上也有采用三辊轧机的,但工艺局限性强不利于生产组织),在开坯机上需要轧制5~13道次左右,然后轧件被送往切头飞剪或热锯,热锯只负责切去头部未成形部分,但飞剪可切头、分段及切尾。切头后的轧件送入精轧机组进行轧制,国内主要厂家小规格型钢精轧都采用全连轧形式,大规格型钢精轧都为可逆轧制。经精轧轧制后一般都直接送上冷床进行冷却,但也有采用上冷床前进行分段或上冷床后切头的。大规格型钢由于腿厚与腰厚差比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。但小规格H型钢主流厂家都采用步进齿式冷床都在齿条上斜放,采用步进式齿式冷床不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。经过冷却后的H型钢被送人矫直机矫直。由于H型钢断面模数较大,一般都采用8辊、9辊或10辊式矫直机矫直,矫直辊间距可达2200mm。钢材经矫直后被送入编组台架进行分组等候锯切,经冷锯按定尺长度锯切后被送到检查台检查尺寸、外形和表面质量,然后进行分类、堆垛和打捆后送入仓库。对不合格品按按缺陷种类进行对应的重矫、修磨、焊补及其它处理,然后进入对应质检程序检查合格后再分类入库。为提高轧机作业率、减少换辊时间,几乎所有的厂家都采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。在换辊时只要把全部原机架拉出,换上已装好的新机架即可。每个机架都装有一个快速接头面板,面板内包括冷却水、液压、稀油和干油管接头及连接杆的定位连接装置等。该装置拆接方便、迅速,整个换辊时间约10-20分钟左右。根据小型钢的换辊经验一般整体换辊时间在45-70分钟左右。近二十年来,随着连铸技术的进步和在线自动化程度的提高,H型钢生产工艺也日益成熟,而且正朝高度自动化和连续铸轧的方向发展,将要面临工艺的变革。下期将为大家带来H型钢的常见缺陷,敬请期待!



