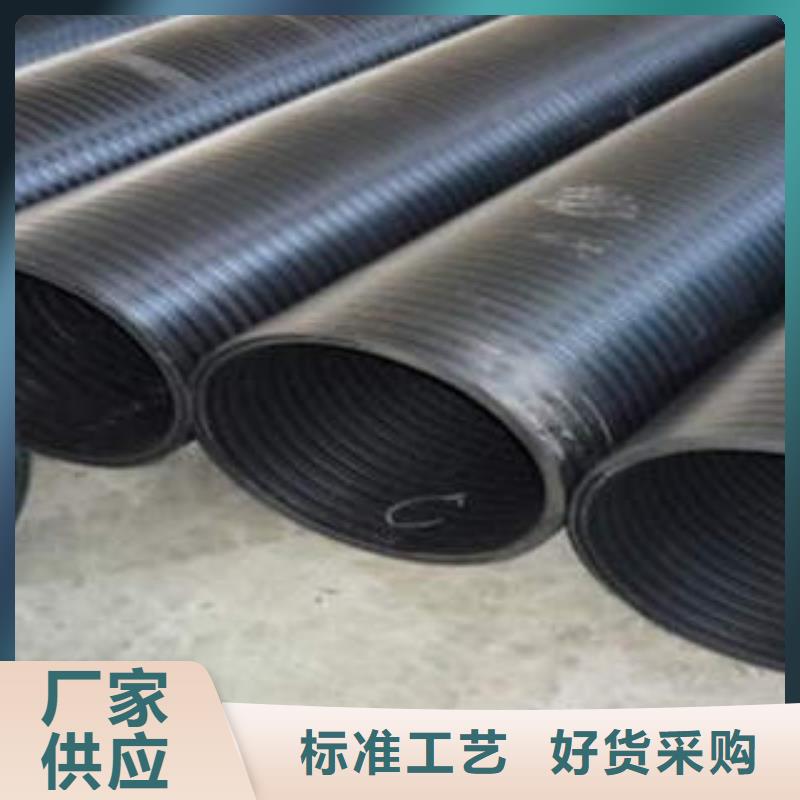

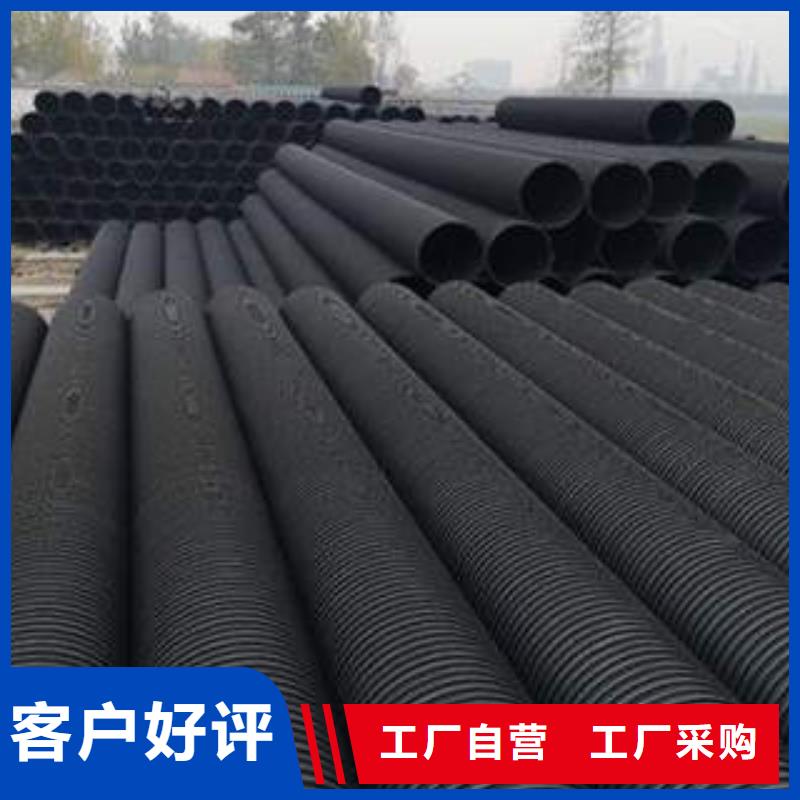
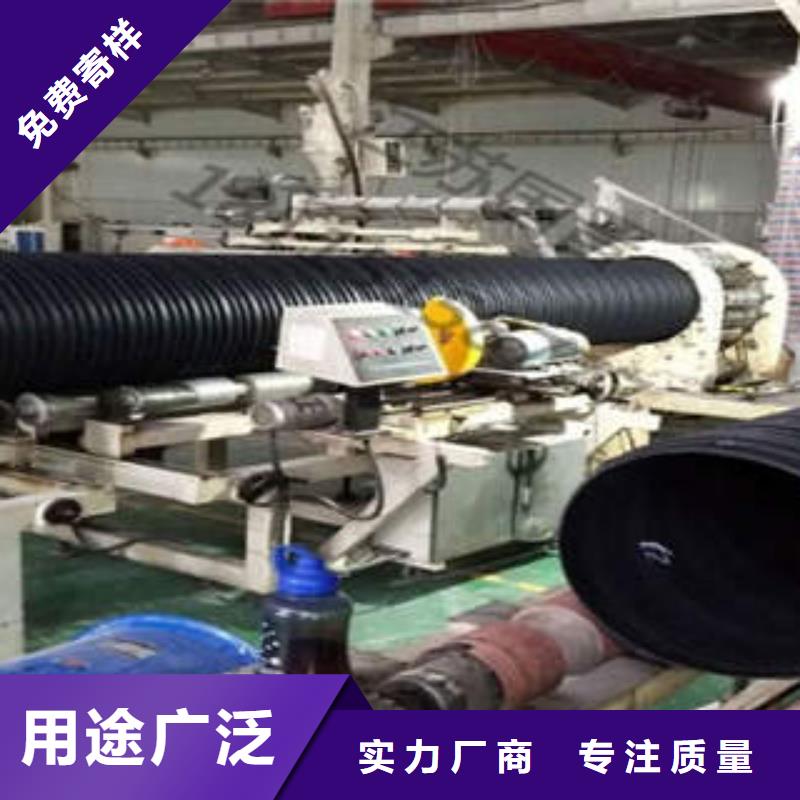
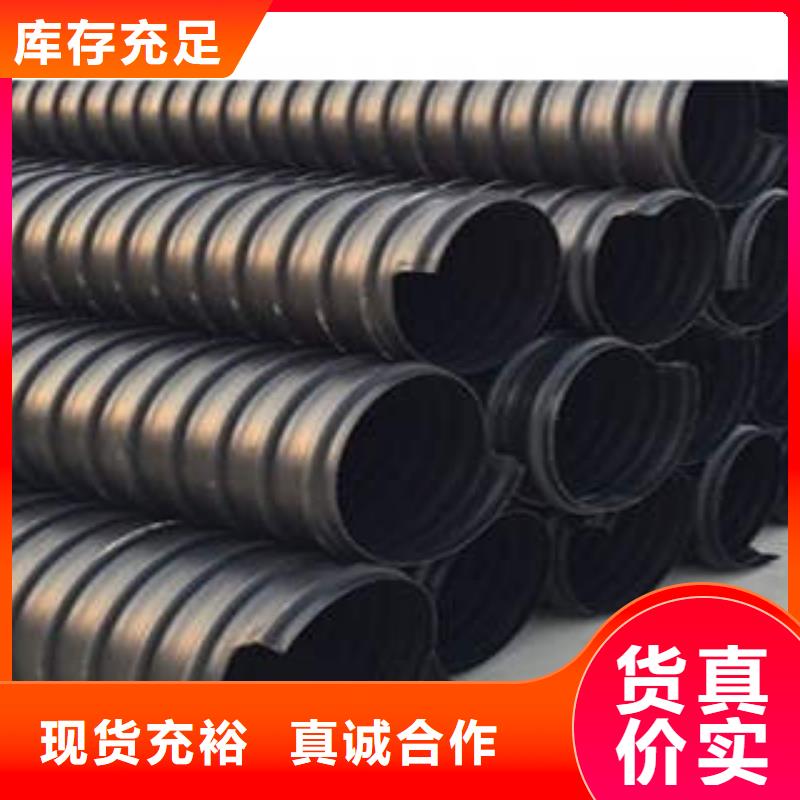


郑州润星电力管材有限公司研制的 PE钢带增强螺旋波纹管,获得了广大客户的认同及赞 誉。 PE钢带增强螺旋波纹管产品的研发创新是企业发展的核心动力,专业研发人员对产品的设计以为已任。
本公司的宗旨是:以诚信、求实、创新的精神,以科技为先导,靠质量兴企业,坚持以人为本,客户为中心,追求质量,服务真诚的企业理念。
郑州润星电力管材有限公司真诚欢迎国内外朋友来我公司共同合作和发展,将公司更好、更新、更高的 PE钢带增强螺旋波纹管产品提供给您,给您的企业插上翅膀,让客户满意。



HDPE塑钢缠绕排水管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE塑钢缠绕排水管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE塑钢缠绕排水管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生安全性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不全面,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。
2)外模温度低内模温度高,4)机筒温度低,提高机筒温度。1)原辅料质量问题,2)成型机同心度未校正,4)物料水份大,5)配方不合理、内外润滑剂过,调整配方,减少内外润滑剂的用量。3)物料热稳定性或流动性差,在安装使用本产品时,应首先检查管材质量,若是产品不符合质量标准则不得使用。产品在装卸、搬运及安装过程中必须轻抬轻放,禁止野蛮操作,杜绝直接在地面上拖拉擦刮。安装管道时,根据管槽深浅的具体情况,可分别采取人工抬管入槽或用非金属绳索溜管入槽,但都必须依次平稳地放在已挖好并符合相关要求的管槽中;一般情况下,插口方向应与水流方向一致,由低向高依次安装。安装管道时,相邻两根管子的轴心线应成直线,其偏移角度必须小于2°。

