
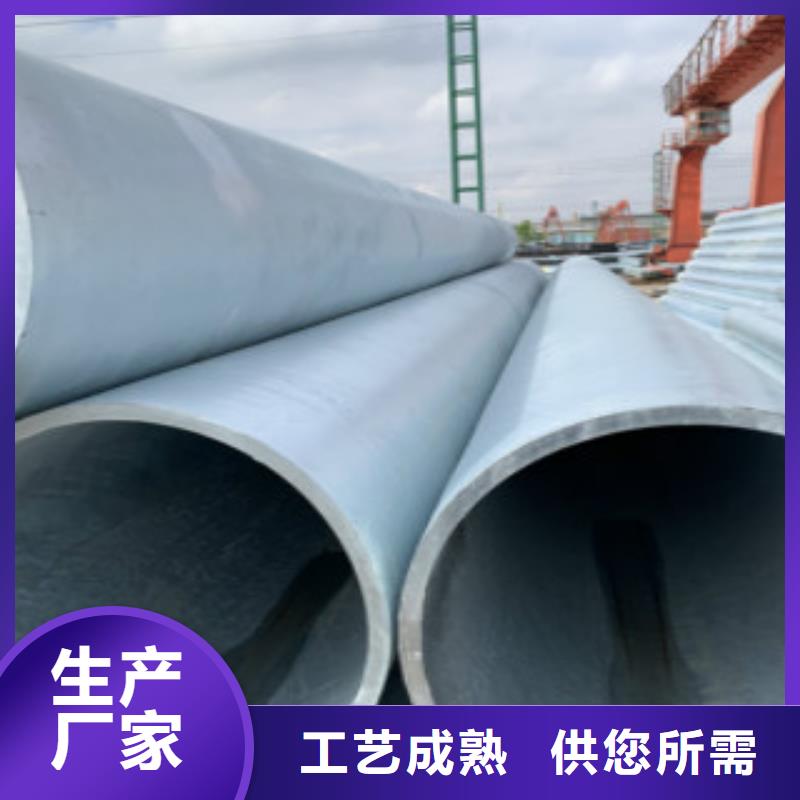




螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
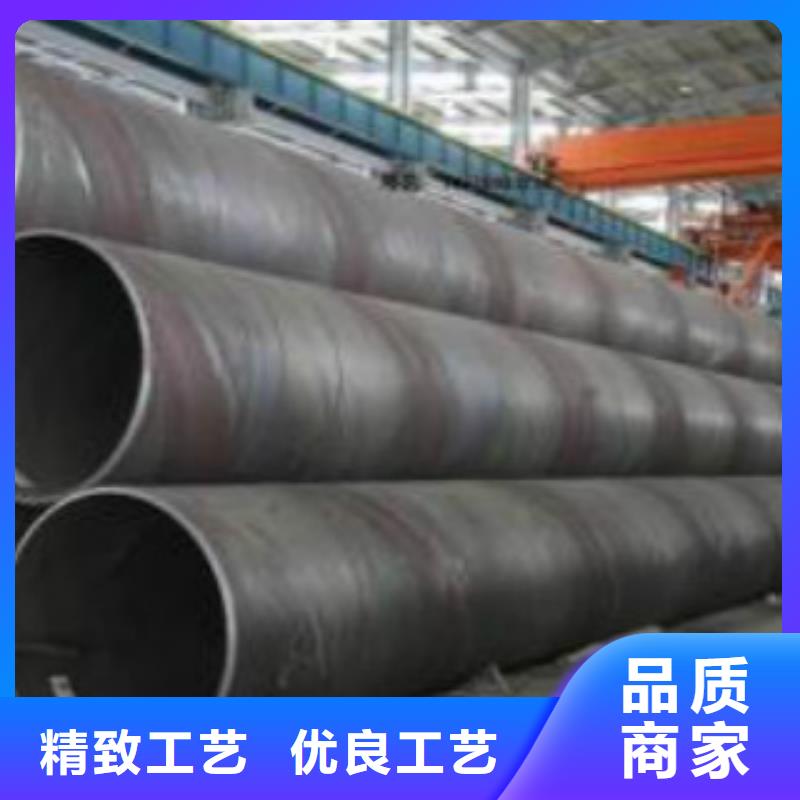
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
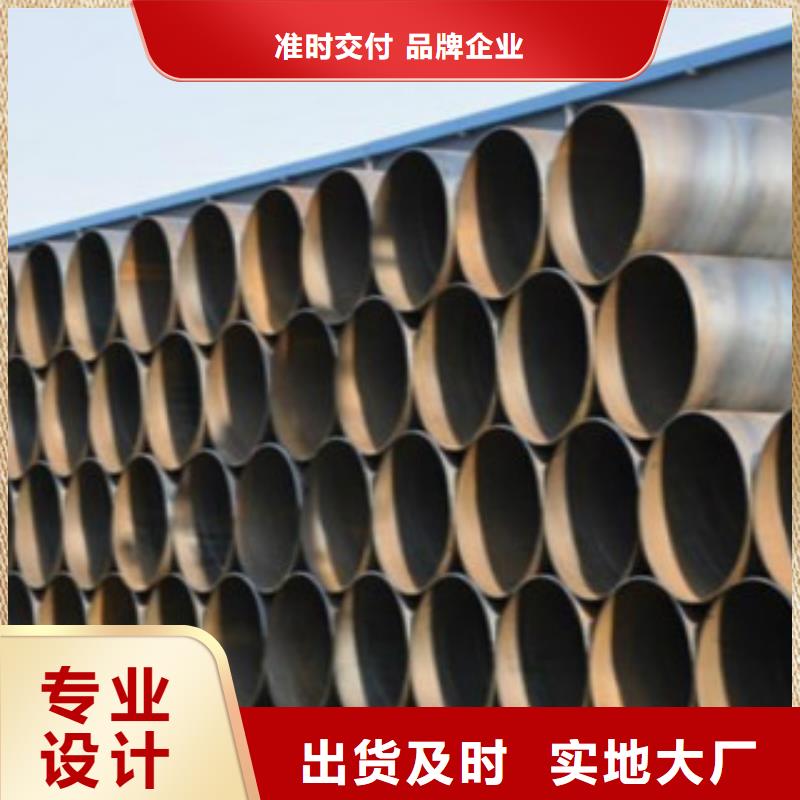
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。



申达鑫通商贸有限公司是在由小到大从弱到强一路走的一家集研发生产销售 山东东营D服务为一体的厂家,多年以来紧跟时代的发展不断创新,为我们的用户提供绿色环保的 山东东营D产品。公司立足 山东东营D市场,以市场为导向,客户为基础不断创新来,采取新工艺,新的合作模式不断满足不同客户的需求。

我们大家都知道,钢管根据制造工艺大致可以分为两大类:无缝钢管和焊接钢管。焊接钢管也称焊管,今天,我们主要聊一聊焊管的分类。
焊接钢管根据成型工艺大致可以分为三大类:
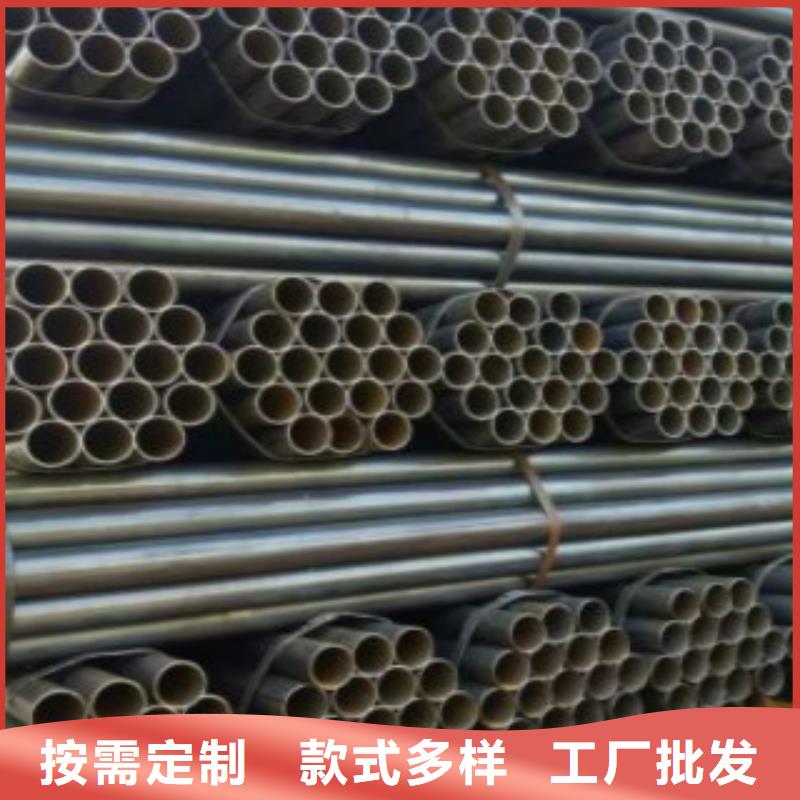
一、电阻焊钢管
电阻焊钢管,英文名称ERW (Electric resistance welded Pipe),焊缝类型是直缝。电阻焊采用的是无填充金属的压力焊接方式,焊缝中没有填充其他成分,靠高频电流的集肤效应和临近效应,使板边瞬间加热到焊接温度,由挤压辊挤压形成锻造组织的焊缝。
电阻焊钢管又可以分为两类:高频电阻焊HFW(High frequency welded pipe)和低频电阻焊LFW(Low frequency welding)。
ERW钢管主要用于输送石油、天然气等汽液物体,可以满足高、低压各种要求,目前在世界上的输送用管领域占举足轻重的地位


