



观看我们的产品视频,就像打开了一扇通往桥梁护栏【交通护栏】按需设计产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:桥梁护栏【交通护栏】按需设计的图文介绍

不锈钢复合管是一种以碳钢或低铬钼合金钢(珠光体钢) 为基体、 以高合金不锈钢为复层材料, 通过堆焊、 爆炸复合和热轧复合等工艺手段将两种金属结合在一起的节能材料。 基层材料承担着管道的承压作用,质量占钢管总质量的大部分; 复层材料是能满足工艺管道耐腐蚀性要求的高合金不锈钢材料, 厚度通常为 3mm。 不锈钢复合钢管主要为在碳钢或低铬钼合金钢无缝钢管内壁堆焊高合金不锈钢材质和不锈钢复合钢板通过卷制焊接而成的直缝钢管, 既具有基层材料钢管的强度和刚度, 又具有复层材料良好的耐腐蚀性能, 非常适合石油化工装置耐高温、 抗腐蚀的要求,如常减压装置的常压侧线柴油管道、 常压转油线及减压转油线等场合, 在催化裂化和延迟焦化等装置也有广泛的应用。


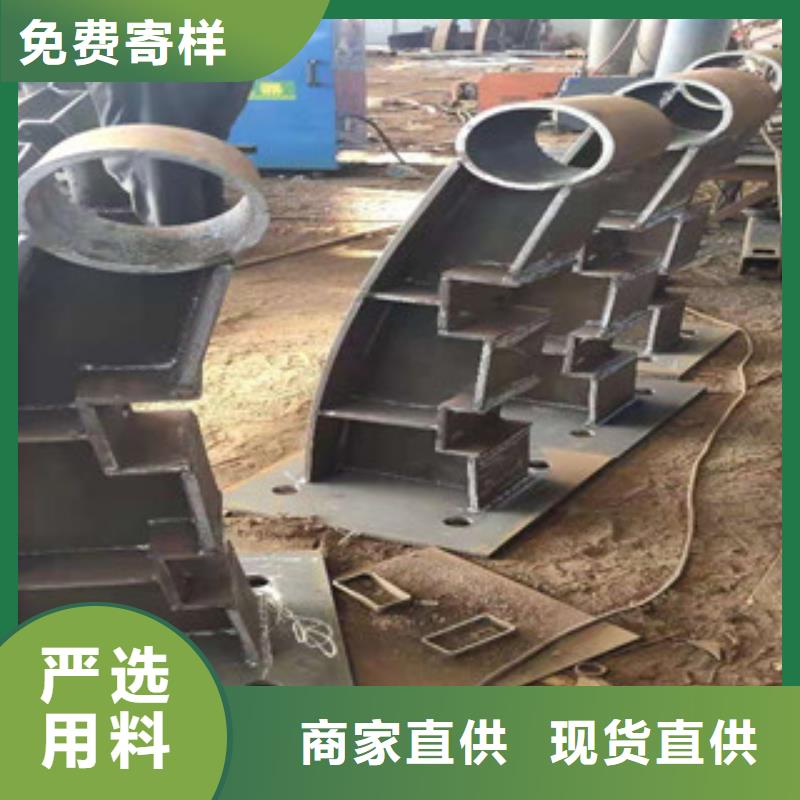
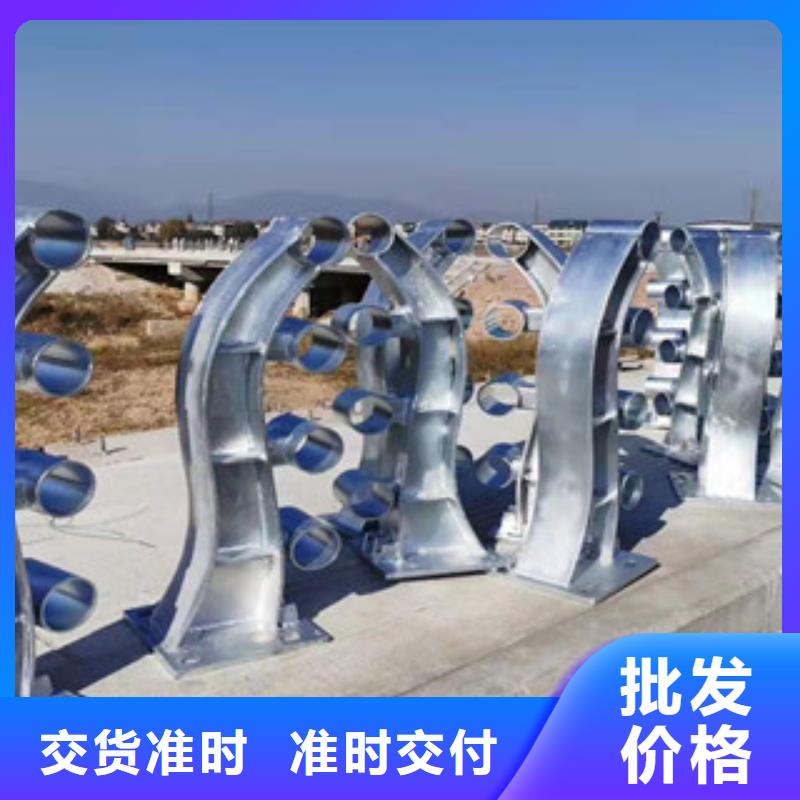
对桥梁防撞护栏进行美化时,有必要充分考虑桥梁护栏通透性,由于从公路内部现象的视点来看,车内驾乘人员所看到的是接连移动的现象,包含桥梁护栏的性状和颜色,而不是细部结构,这就恳求桥梁护栏具有出色的通透性及与周围景色相谐和。 桥梁防撞护栏的颜色应与现场结构物及周边环境相谐和。从公路外部视点来看,大家能很简单看到桥梁护栏所构成的带状人工结构物。所以,桥梁护栏结构和颜色与天然景象的谐和尤为重要。对桥梁防撞护栏进行美化,选用与人有亲和力的方案和材料。 桥梁护栏在安装时的步骤是怎样的呢客户朋友们你们知道吗下面就由桥梁护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。桥梁护栏预制场地应平整、、干净,应采取排水措施,防止现场沉降。每个预制件应一次完成而不中断。 当浇注预制件时,应使用刚性护栏。在空心板管形式周围浇筑混凝土时,应采取措施防止管材移位,应特别注意防止管体浮起。桥梁护栏混凝土应浇筑两层。底部应浇注到管模具的中心,并振动沉积。然后,在下层混凝土足够塑性的情况下,应尽快浇筑上层。 上层混凝土应采用振动器与下层混凝土相结合。桥梁护栏当混凝土采用水平重叠法浇筑时,应在下部构件顶部设置临时隔离层,仅在下层混凝土强度达到5MPa后才能浇注上部构件。在腹板底部扩大截面的T形和I形梁应加宽,然后倒腹板和凸缘板。



1、 山西忻州防撞护栏立柱质量保证首先从技术着手,从 山西忻州防撞护栏立柱产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 山西忻州防撞护栏立柱产品;
2、严格制定 山西忻州防撞护栏立柱工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 山西忻州防撞护栏立柱产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;

焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。

