
衬塑钢管越来越得到了市场的认可
呈现出品种繁多的局面,这一方面说明我国在衬塑钢管品种的开发能力较强,但另一方面品种太多就会带来整个复合管市场的混乱,加上在管材宣传上片面性,使得广大用户面对众多管材无所适从。
另外,衬塑钢管的线膨胀系数小,安装后不易发生变形。科技发展迅猛的今天,人们对所需要材料的要求也越来越高,前几代的矿用管道系列产品用得都不是很理想,总是出现这样那样的问题,而且稳定性不好,随时可以导致危险的发生。比如第四代矿用钢丝网复合塑料管虽然较钢管的重量有所减轻,但与钢管相比,仍存在强度低、塑料易变性等不足。
伴随着镀锌钢管淡出历史舞台而逐步推广开来的衬塑钢管,不仅因为融合了金属管和塑料管的优点而赢得了工程界的赖,而且以其低廉的价格赢得了市场的认可。衬塑钢管的发展得到了 管理部门的极大支持,并不断发布新的产品标准。而塑料管虽然耐腐蚀,但线膨胀系数大,易弯曲,安装后易发生变形。
因此必须按规范加装伸缩节或采取其他补偿伸缩的措施,否则在使用过程中由于热胀冷缩而易造成管与管件之间开裂而漏水。它由于两种管材热膨胀系数相差较大,若粘合不牢固而环境温度和介质温度变化又较剧烈时,就容易脱开,从而导致质量下降,因此它的技术关键在于钢与塑的“合”。这一技术目前己被国内一些厂家攻克。


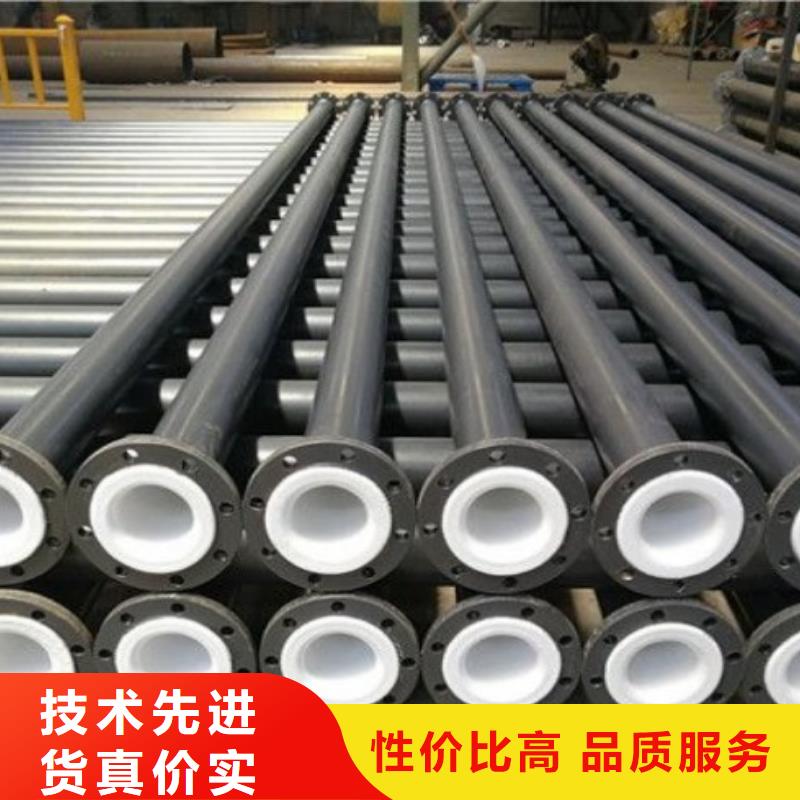
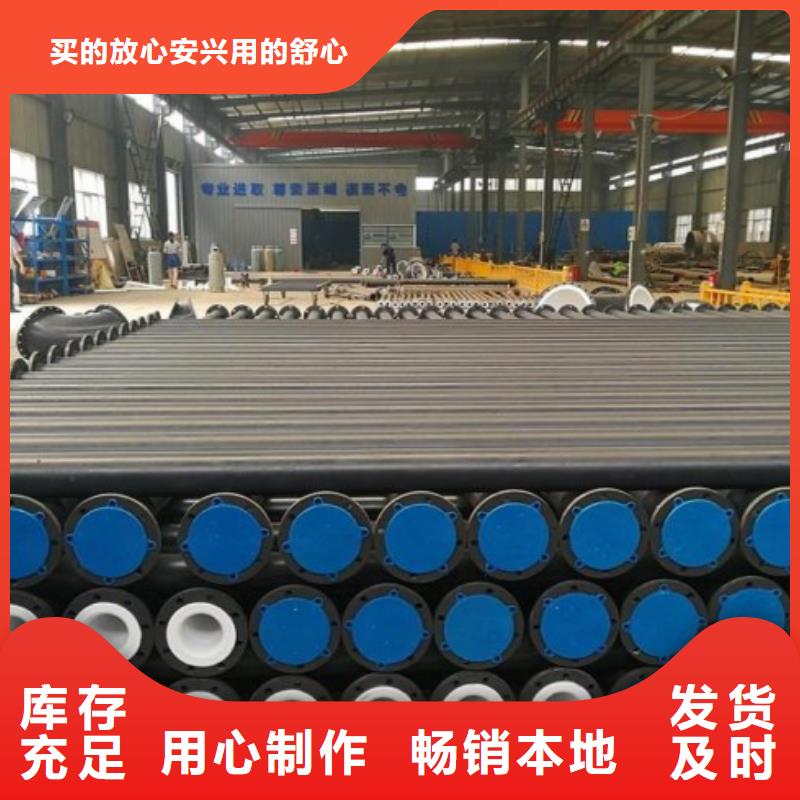
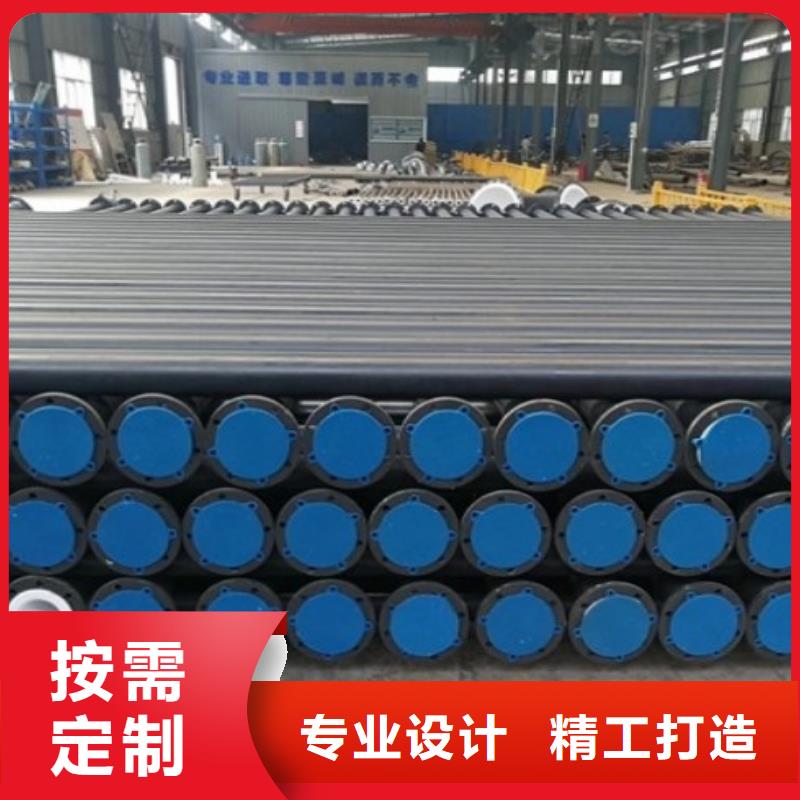
衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在价格上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。



纵横机械制造有限公司引进先进的 河北承德钢衬塑管道技术,性能更稳定,用拥有领先的制造和检测设备, 河北承德钢衬塑管道生产效率更高。