



为了展现承压保温水箱厂家直供辉煌设备有限公司产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
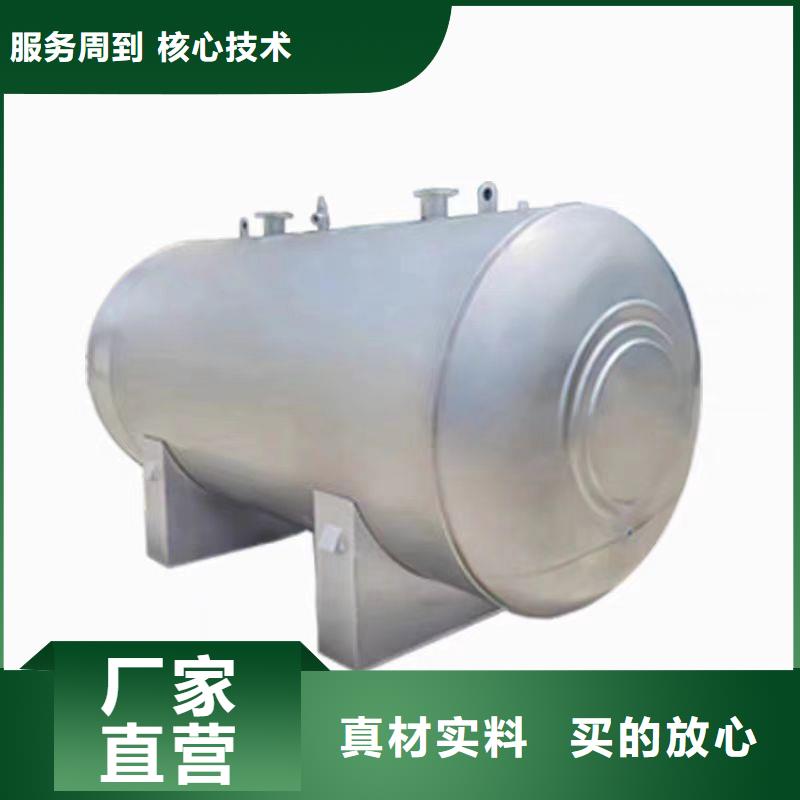
以下是:承压保温水箱厂家直供辉煌设备有限公司的图文介绍

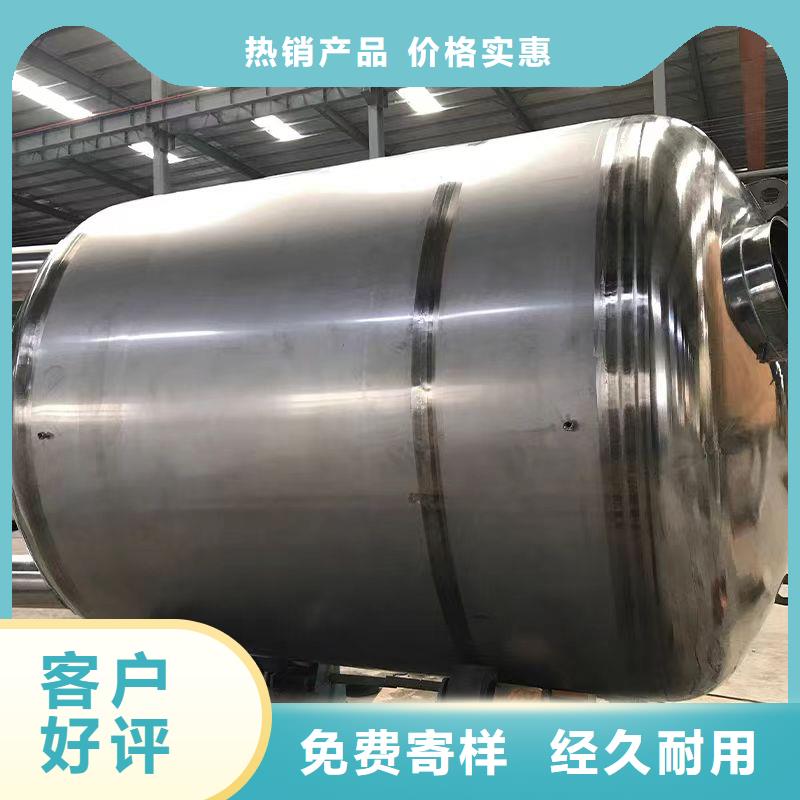
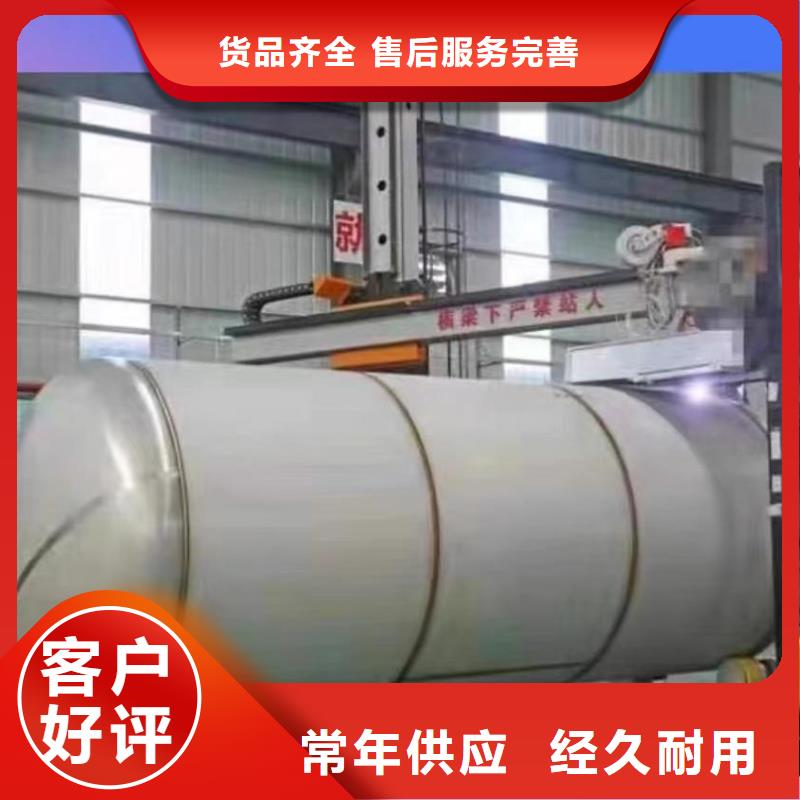
筒节成型:承压保温水箱 2.4.1、同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。 2.4.2、同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。 2.4.3、同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。 钢板厚度mm 6 8 10 12 ≥14 纵缝错边量mm 1.5 2 2.5 3 3



承压保温水箱 筒节两端面的不平度应不大于2mm。 2.4.6、附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。 a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下: 钢板厚度mm 6 8 10 12 14 16 18 20 环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0


