







道路中为什么要设置护栏呢?
1、能够阻止车辆驶出路外,或阻止失控车辆穿越分隔带驶入对向车道
2、车辆碰撞防护栏的运动轨迹应能圆滑过渡,使车辆回到正常行驶方向,并减少二次事故的可能性
3、一旦失控车辆与护栏发生碰撞时,能减弱对司机和乘客的损伤
4、诱导司机的视线,能清晰地看到道路前进方向和道路轮廓
因为设置护栏的必要性,所以我们的护栏绿化便必不可少,护栏的绿化不仅可以让护栏变得美观,增强城市的人文建设,而且护栏绿化有利于维护城市环境,缓解热岛效应,所以护栏绿化越来越受欢迎。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


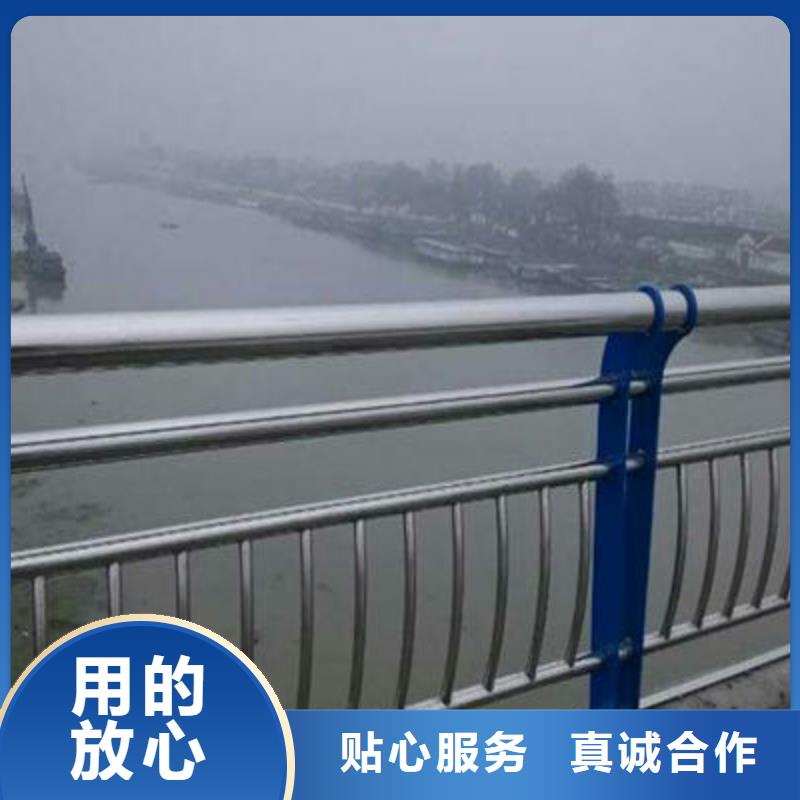
桥梁护栏是指设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。
划分桥梁护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。
一、金属制桥梁护栏的立柱和横梁是桥梁护栏的受力构件,需要具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装,
常用的桥梁护栏横梁形式和立柱断面形式。其中横梁标准长度为,~0crll,立柱标准间距为.~]0cnl或~OcHI。金属制护栏在构造上应满足以下几点:
1.护轮带高度D小于10cra,且未超出护栏面(H=0)时,防撞等级为PL3、PL2、PLl的
2.当护轮带伸出护栏正面(25cm~25cm)时,防撞等级为PL3、PL2的护栏
二、高速公路、汽车专用一级公路上的桥梁;
三、二、三级公路跨越高速公路、汽车专用一级公路,车辆越出桥外会发生严重的二次事故时。



聚宜兴金属制品 有限公司地处汇通物流园B区116号,本公司是集生产加工经营于一体的大型企业,本公司常年销售 浙江杭州木纹景观护栏。公司成立以来深受诸多单位的支持与信赖,现已评为“信誉单位”、“重合同单位”。公司与各大厂商长期合作,进货渠道稳定、资金雄厚,赢得新老客户的信赖,“经营方式灵活,为客户服务,为单位解难。”质量优,价格合理,我单位凭借良好的信誉,完善的服务、充足的货源在国内同行业中有口皆碑!

