



止水铜片【打孔波纹管】海量现货的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:止水铜片【打孔波纹管】海量现货的图文介绍

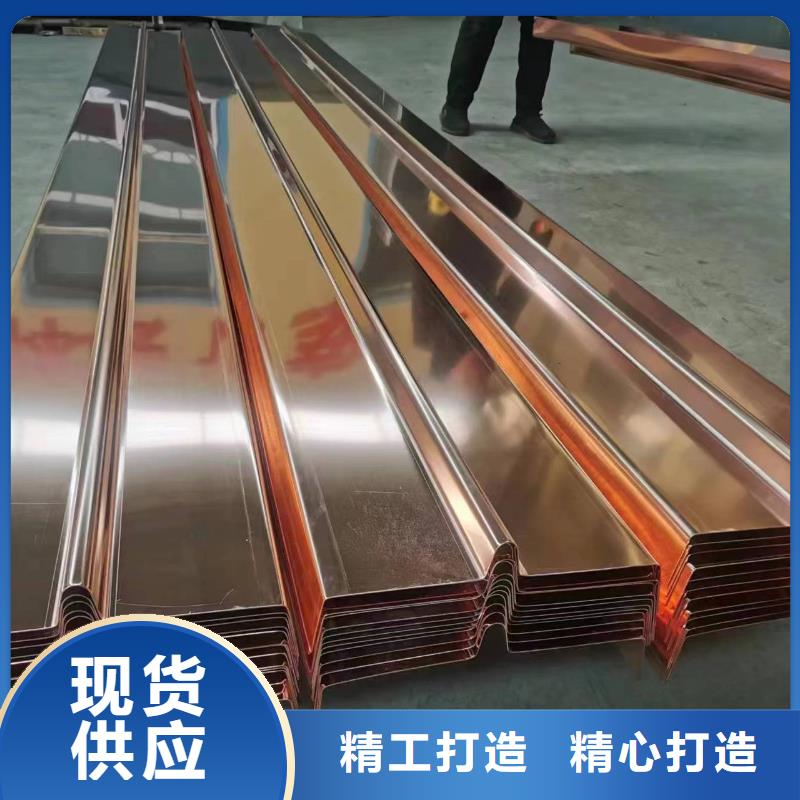
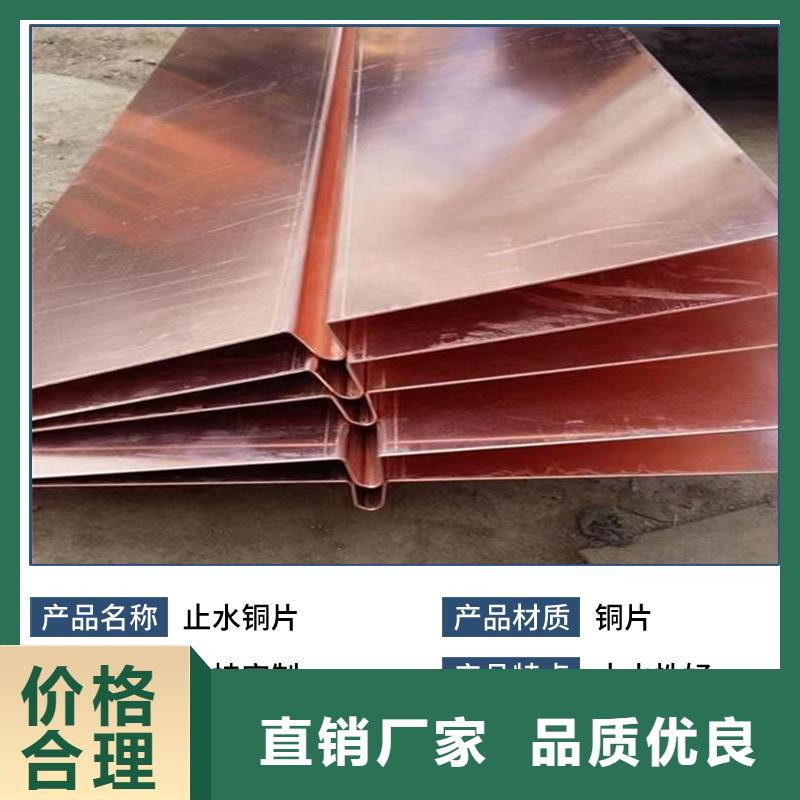
止水铜片的选购,和其他建筑材料一样,华尔网止水铜片都需要提前购买,且做各方面的比较。这其中,除了价格的比较之外,更重要的是质量的把控。因为止水铜片的质量,可以直接影响到整个工程的系数以及使用寿命。众所周知的是,水工项目几乎都是属于 基础建设工程,若一旦由于质量问题引发隐患造成经济甚至人员的损伤,那么很有可能受到相应的惩罚。因此,在购买止水铜片的时候,需要格外小心其物理质量,同时也需要关注施工情况。那么。在购买止水铜片的时候我们具体需要注意哪几点呢? :是否是真的止水铜片,要避免购买到劣质产品 第二:购买时间期限的掌握问题,根据工期以及开工时间而定 第三:物流、包装问题 对于铜止水片的质量问题,我们需要在购买以及验收货物的时候,自己检测一下(当然,有经验的话,基本上看几眼就可以确定真假)。为了着想,以防是镀铜产品,可以用稍微尖锐一点的东西,划一下产品的表面。因为止水铜片的原材料为紫铜,若为真品,划开里面的颜色应该为紫红色,因此止水铜片又被称为紫铜止水。另外一种检验方法原理差不多,不过这种方法检验结果更加。就是用切割东西,切下一小段,检验切口是否为紫铜或紫红色即可。 对于购买期限的掌握,遇到很多负责人,希望当天订货,当天就可以发货。但是其实行业人士都知道,不同的工程设计,止水铜片的规格、型号都是不同的,都需要根据图纸加工生产。所以时间一般都比较长,特殊情况下,可能几天就可以但是一般都需要一周甚至更久。所以,负责人在确定了项目所需要的规格型号以后, 提前半个月订货,不然有可能影响工程进度或开工时间。 紫铜止水的物流包装也是一个比较棘手的问题。有的采购为了节约几百块钱,选择不包装,但是这样的风险非常大。因为紫铜止水在出厂前的形状已经根据需要加工好,若是不经过包装,在物流过程中,很有可能被其他货物压变形,甚至报废,得不偿失。所以为了保险起见,在购买止水铜片的时候,都要求包装,防止物流过程中的损坏。


止水铜片紫铜止水焊接,通常采用搭接焊的方式,华尔网止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。



金鸿耀工程材料有限公司拥有 河南南阳沥青麻絮研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 河南南阳沥青麻絮产品。 河南南阳沥青麻絮产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 河南南阳沥青麻絮生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。


华尔网止水铜片是一家大型的止水铜片生产厂家,华尔网止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。 当今世界铜加工技术已经发展到了一个新的高度,生产线的连续化、自动化程度很高,成材率和能耗都已经控制在较好的水平。尽管如此,国内外铜加工行业仍在不断研究开发短流程、节能降耗、率的加工技术。与此同时,十分重视生产环节中每一具体作业技术的精细化,从而使生产过程更加稳定、可靠,制品质量更加稳定、一致。 经过几十年的发展,特别是近十多年的努力,中国铜加工技术已不再是亦步亦趋的跟随者,而是在某些方面有所突破、有所贡献的参与者,成为世界铜加工业的重要组成部分,并对世界铜加工技术和行业发展产生了重要影响。应该说,我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。 因此,我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验,消化吸收国外先进技术,并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫,缩小与国外先进水平的差距。 具体的发展方向如下: 1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术,提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究,充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源,降低原料成本。 2、应当重视铜及铜合金感应熔炼的感应体技术研究,提高熔炼效率,降低能耗。重视炉衬材料和筑炉技术的研究,进一步提高炉衬材料和筑炉技术的标准化水平,提高熔炉的寿命。进一步改进转炉方法,推广潜流转炉技术;进一步改进熔体覆盖和保护技术,寻找更加、环保的覆盖剂,减少熔体吸气和污染。进一步推广电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量控制方法的研究,提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究,开发系统软件并指导和改进结晶器设计及铸造工艺,提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术,实现生产方式的重大突破。



