
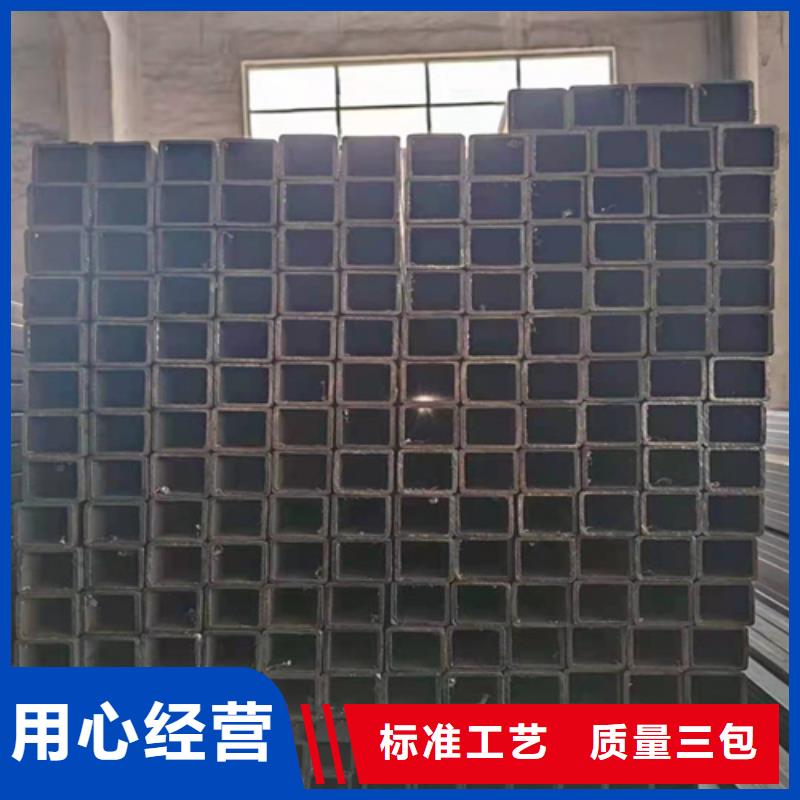

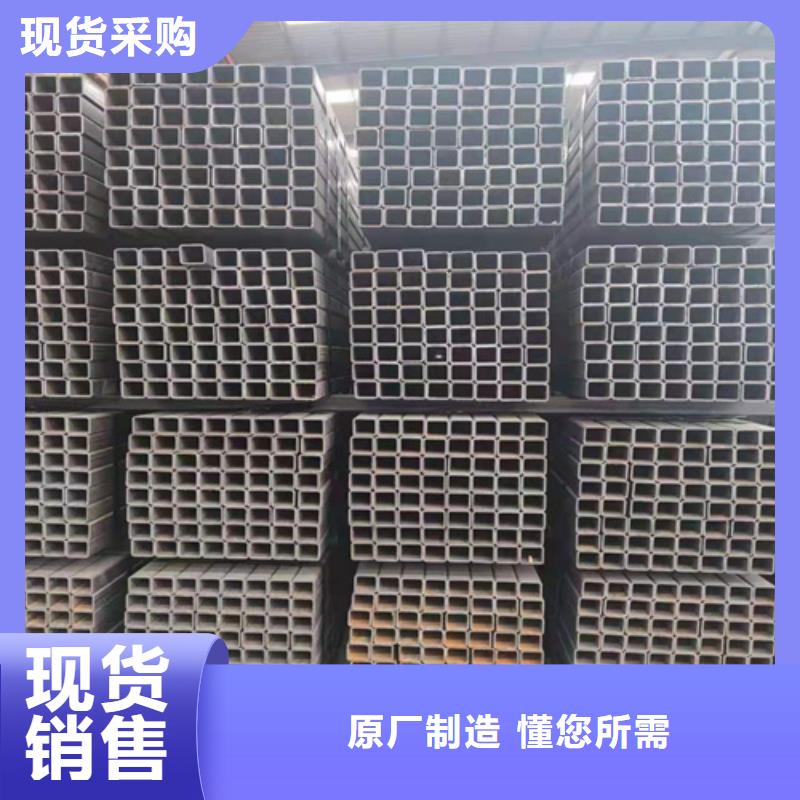



佛山通洋金属制品有限公司专业从事 矩形管厂家为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断提升、产品不断更新,成功研发出 矩形管厂家系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。


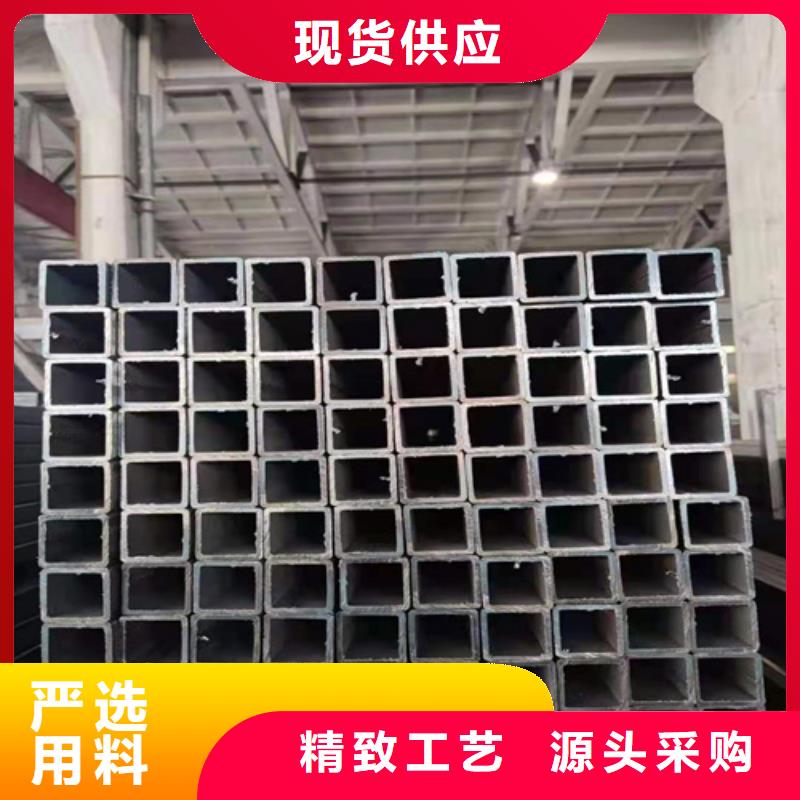
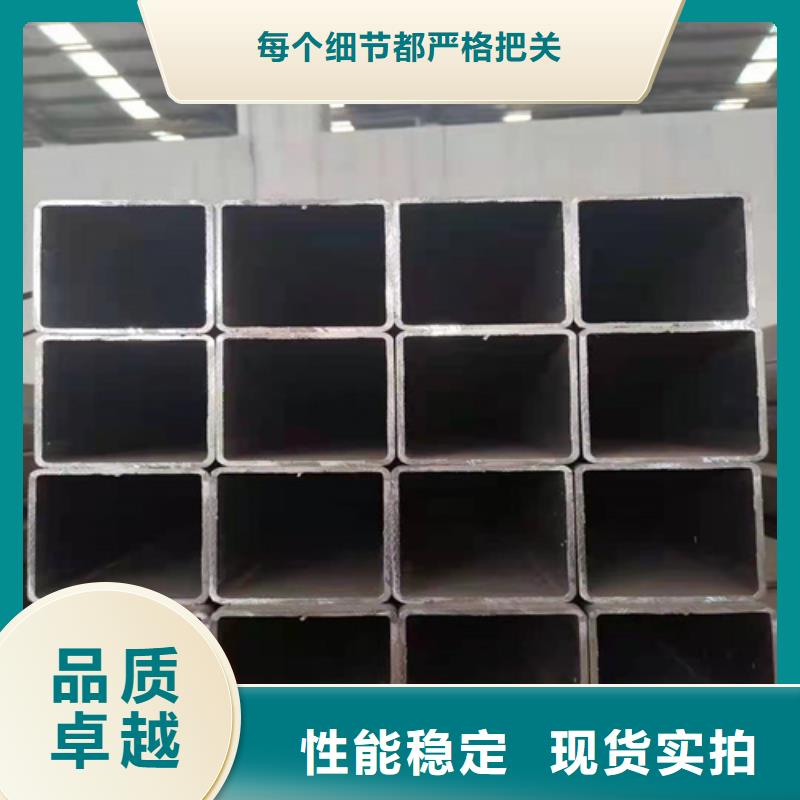
造成方管的焊缝容易产生气孔的因素: 大家都知道,焊缝的好坏决定了方管质量的优劣,一旦方管焊缝产生气孔,那不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。一般来说焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等都可能是焊缝产生气孔的原因。所以,在焊接时,焊接温度高,则使焊缝过烧,形成穿孔,含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气 孔的形成;焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣;直缝方管 钢板板边应设置铁锈和毛刺清除装置,以减少产生气孔的可能。焊接温度是影响焊缝质量的关键参数,清除装置的位置安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边;焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取值,反之取小值;大电流、低焊速堆积厚度取值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用;为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场;应适当降低焊接速度或增大电流,从而延迟焊缝熔池金属的结晶速度,以便于气体逸出,同时,如果带钢递送位置不稳定,应及时进行调整,杜绝通过频繁微调前桥或后桥维持成型,造成气体逸出困难;为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。

